山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
在石墨电极的生产与加工过程中,物料输送环节的选型直接关系到产线效率、产品品质以及运营成本。石墨电极原料通常包括石油焦、针状焦、沥青焦等粉体或颗粒物料,这些物料具有高硬度、高磨蚀性、易碎、易扬尘等特性。传统机械输送方式(如斗式提升机、螺旋输送机、皮带输送机)在应对石墨类物料时,往往暴露出设备磨损快、密封性差、维护成本高、物料破碎率大等突出问题。近年来,随着环保法规趋严与制造业智能化升级,气力输送系统凭借其密闭输送、低破碎、低维护、自动化程度高等综合优势,逐渐成为石墨电极行业物料转运的主流方案。本文将从输送原理、适用场景、经济性对比、技术参数等多个维度,系统分析为何气力输送更适配石墨电极的输送需求,并结合海德粉体多年行业实践,为相关企业提供可落地的选型参考。
石墨电极生产所涉及的原料多为碳质粉体,典型粒径范围在0.1mm至10mm之间,堆积密度约0.5~0.8g/cm³,含水率通常低于3%。这类物料的莫氏硬度在2~3之间,但颗粒表面棱角锋利,在输送过程中对管道和设备的磨损效应显著。此外,石墨粉体具有强吸附性和高比表面积,在气流作用下极易扬起粉尘,造成环境粉尘浓度超标,甚至存在爆炸风险(石墨粉尘爆炸下限约为30~50g/m³)。传统机械输送方式在处理此类物料时面临三大核心痛点:一是螺旋输送机的叶片与料槽之间由于物料摩擦导致快速磨损,典型工况下螺旋叶片使用寿命往往不足6个月;二是斗式提升机在卸料过程中料斗与壳体间隙易卡料,引发链条断裂或料斗变形,停机检修频繁;三是皮带输送机需配套大量防尘罩与除尘器,但接口处仍难以做到完全密闭,长期运行后车间粉尘浓度可达10mg/m³以上,不符合GB 16297-2026《大气污染物综合排放标准》的新要求。
斗式提升机依靠料斗在链条或皮带驱动下完成物料的垂直提升。对于石墨电极原料,其优势在于占地面积小、提升高度可达30米以上。但实际运行中,料斗与机壳之间的相对运动导致物料颗粒与金属表面产生持续摩擦,磨损速率可达0.5mm/千吨。更关键的是,石墨粉体在料斗底部堆积后易形成“死区”,逐渐压实结块,最终导致料斗容积效率下降15%~20%。根据某碳素企业2025年的设备运维记录,使用斗式提升机输送石墨原料,年均更换料斗成本约为7.2万元,且每次更换需停产8小时以上,综合产能损失难以量化。
螺旋输送机通过旋转螺旋叶片推动物料沿U形槽体前进,适用于水平或小倾角短距离输送。对于石墨电极物料,螺旋叶片与物料间的挤压作用导致颗粒破碎率高达3%~5%,直接影响后续混捏工序的粒度分布均匀性,进而降低电极成品密度与导电性能。此外,螺旋输送机在输送石墨细粉时,物料易在叶片轴与壳体间隙处产生“回流”现象,导致输送效率下降至理论值的60%以下。据行业实测数据,一台直径300mm、长度15m的螺旋输送机,输送石墨粉体时的吨物料电耗约为0.8~1.2kWh,远高于气力输送的0.4~0.6kWh。
皮带输送机可胜任大运量、长距离的水平输送,单机长度可达数百米。然而,石墨粉体在皮带表面易产生静电吸附,导致物料粘附在皮带回程面,引发跑偏和撒料。更为棘手的是,皮带输送机无法实现全密闭,密封罩与托辊之间的缝隙始终存在粉尘逸散点。即使安装多级除尘器,2026年新版《工业炉窑大气污染物排放标准》要求粉尘排放限值缩紧至10mg/m³以下,皮带输送机系统往往需要配置收尘罩、脉冲布袋除尘器、气力输送辅助清灰装置等多重设备,系统总投资反而超过气力输送方案。
气力输送系统利用压缩空气或风机产生的气流,将物料通过密闭管道输送至指定点位。根据物料特性与输送距离,可分为稀相气力输送(气速15~30m/s,料气比1~10kg/kg)和密相气力输送(气速3~8m/s,料气比10~30kg/kg)。石墨电极原料因颗粒较硬、易碎,更推荐采用密相气力输送方式,通过“栓流”或“脉冲”模式降低物料碰撞能量。海德粉体在多个石墨电极项目中验证,密相气力输送可使石墨颗粒的破碎率控制在0.5%以下,显著优于机械输送方案。同时,整个输送管路完全密闭,无粉尘外泄,车间环境粉尘浓度可稳定低于5mg/m³,满足最严格的环保标准。
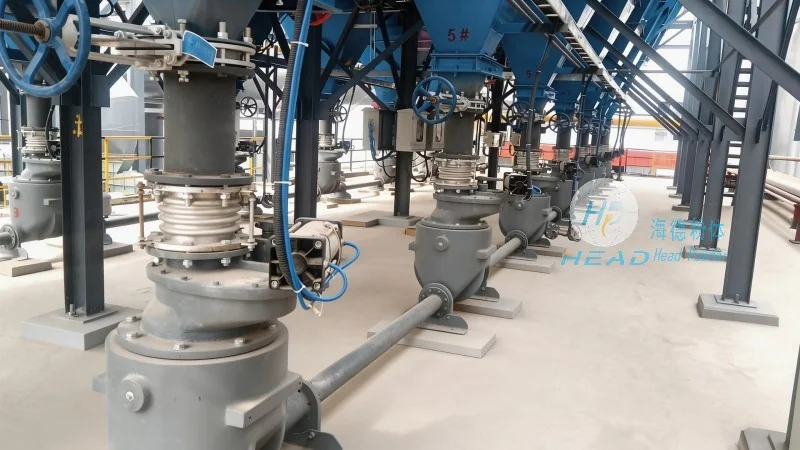
气力输送系统主要由供料装置(旋转阀、喷射器)、输送管道、分离装置(旋风分离器、布袋除尘器)、气源设备(罗茨风机、空压机)及控制系统组成。针对石墨电极物料的高磨蚀性,海德粉体采用管道内壁陶瓷衬层或高铬合金铸铁弯头,使输送管路寿命延长至3年以上。在控制系统层面,通过PLC结合变频调速技术,实时调节气量与料气比,实现输送过程的“零堵塞”运行。实际案例显示,某年产2万吨石墨电极企业在引入海德粉体设计的气力输送系统后,设备故障率从每年15次下降至2次,年度维护成本节省超过30万元。
| 对比维度 | 斗式提升机 | 螺旋输送机 | 皮带输送机 | 气力输送 |
|---|---|---|---|---|
| 物料破碎率 | 1%~2% | 3%~5% | 0.5%~1% | ≤0.5% |
| 密封性 | 中(接缝处易漏) | 差(槽盖缝隙) | 差(全程开放) | 优(全密闭管道) |
| 设备磨损周期 | 6~8个月 | 3~5个月 | 12~18个月 | 36~48个月 |
| 吨物料电耗 | 0.6~1.0kWh | 0.8~1.2kWh | 0.4~0.7kWh | 0.4~0.6kWh |
| 粉尘排放浓度 | 10~20mg/m³ | 15~30mg/m³ | 20~50mg/m³ | ≤5mg/m³ |
| 年度维护成本(20t/h) | 12~18万元 | 15~22万元 | 8~12万元 | 5~8万元 |
从上表数据可以清晰看出,气力输送在破碎率控制、环保表现、设备寿命、运维成本四个核心指标上均显著优于传统机械输送方式。尤其在2026年环保监管进一步收紧的背景下,采用气力输送系统可帮助石墨电极企业一次性满足排污许可要求,避免因粉尘超标导致的停工整顿风险。

针对石墨电极原料输送,气力输送系统的设计需重点关注以下几个参数:
在落地案例方面,海德粉体于2025年为华北某大型石墨电极集团设计了两条年产1.5万吨的密相气力输送线。该客户原有斗式提升机+螺旋输送机组合方案,每年因设备磨损导致的停产达120小时,颗粒破碎率长期维持在2.8%,严重影响成品电极的抗折强度。经海德粉体技改后,采用全密封密相气力输送系统,破碎率降至0.3%,产量提升12%,年节约维修费用及废品损失约56万元。客户厂区粉尘浓度监测数据从原来的18mg/m³降至3.5mg/m³,顺利通过当地生态环境局“绩效分级A级企业”评审。

虽然气力输送系统的初始投资通常比机械输送高出20%~40%,但综合考虑运维成本、环保合规成本、产品质量提升收益,其全生命周期成本(LCC)反而更低。以输送能力20t/h、年运行6000小时为例,机械输送方案总投资约120万元(含除尘系统),年运行与维护费用约35万元;气力输送方案总投资约160万元,但年运维费用仅15万元。按照5年折旧周期计算,气力输送方案的总成本为160+15×5=235万元,机械输送方案总成本为120+35×5=295万元,气力输送可节省60万元。若计入因破碎率降低带来的产品品质提升收益(电极合格率提升2%,按吨价1.8万元计算,年增收约54万元),综合经济效益更为显著。
根据中国炭素行业协会2026年发布的数据,国内石墨电极产量预计达到85万吨,其中超高功率电极占比将突破70%。随着电炉炼钢对电极质量要求持续提高,原料输送环节对粒度分布、纯度控制的要求也进一步提升。气力输送系统因其精确可控、全密闭、低损伤的特性,已成为新建石墨电极生产线的“标配”。海德粉体技术团队建议,企业在进行输送方案选型时,应优先考虑物料特性、环保等级、自动化需求三要素,而非单纯比较设备价格。对于已投产的老线改造,采用模块化气力输送单元,可在不停产的情况下逐步替换机械设备,实现柔性升级。
作为深耕粉体输送领域多年的专业服务商,海德粉体(咨询热线:156-6277-7102)可针对石墨电极原料输送提供从物料测试、方案设计、设备制造到安装调试的全周期服务。公司配备直径50mm至300mm的多规格气力输送试验线,可模拟实际工况进行物料输送特性测试,确保设计参数精准匹配客户需求。无论是新建产线还是旧线改造,海德粉体均能以数据化方案帮助客户实现输送环节的成本降低与效率提升。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

