山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
在矿产资源开发利用过程中,尾矿渣的处理与输送一直是矿业企业面临的重大难题。随着国家对环保要求的持续收紧以及资源综合利用政策的深入推进,尾矿渣的清洁化、高效化输送成为行业转型升级的关键环节。传统机械输送方式如皮带机、提升机等,在面对高湿度、强磨蚀性、成分复杂的尾矿渣时,往往存在设备磨损快、扬尘严重、维护成本高等痛点。而气力输送技术凭借其全封闭、低能耗、自动化程度高的优势,正逐步成为尾矿渣处理领域的优选方案。海德粉体作为深耕粉体输送领域多年的专业厂商,结合国内外先进技术积累及国内矿山工况实际,开发出系列尾矿渣气力输送设备,能够满足不同粒度、浓度、距离条件下的输送需求。根据2025年行业调研数据,国内尾矿渣年产生量已突破15亿吨,其中通过气力输送方式处理的占比从2020年的不足12%提升至2026年的预计28%左右,市场空间巨大。本文将从设备结构、工作原理、技术参数、选型要点、应用案例及维护保养等多个维度,对尾矿渣气力输送设备进行全面介绍,旨在帮助技术人员及项目决策者建立系统认知,为实际选型与方案设计提供参考依据。
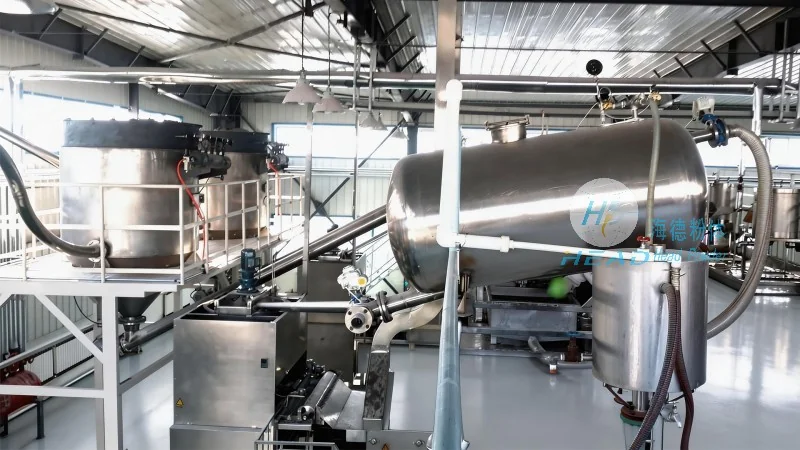
尾矿渣气力输送设备基于气固两相流原理,利用压缩空气或惰性气体作为动力介质,通过管道将尾矿渣颗粒从一端输送到指定终点。整套系统通常由供料装置、输送管道、气源系统、分离除尘装置以及控制系统五大部分组成。

供料装置是系统的入口关键,针对尾矿渣高含水、高粘附的特性,海德粉体采用专门设计的旋转给料器或仓泵,能够有效防止物料架桥、堵塞,确保定量均匀供料。旋转给料器的转子采用耐磨合金材质,间隙经过精密匹配,在保证密封性的同时降低卡料风险。对于超细尾矿渣,仓泵系统配备流化装置,通过底部补气使物料呈流态化,显著提升输送效率。
输送管道设计需要综合考虑物料硬度、颗粒形状、输送速度等因素。尾矿渣中常含有石英、长石等高硬度颗粒,管道内壁需采用陶瓷内衬或高铬合金耐磨层,使用寿命可提升3至5倍。管道布置上应尽量减少弯头数量,弯头处采用大曲率半径设计,并设置可拆卸耐磨弯头镶块,方便后期更换。
气源系统一般选用罗茨鼓风机或空压机,压力范围在0.05至0.7MPa之间,具体选型需根据输送距离、提升高度及物料特性计算。海德粉体配备的变频调速风机可根据实时工况自动调节风量与压力,实现节能运行,整体能耗较传统定频系统降低约18%至25%。
分离与除尘环节采用旋风分离器加布袋除尘器组合方式。旋风分离器初步分离出绝大部分尾矿渣颗粒,除尘效率可达95%以上;布袋除尘器进一步处理细粉尘,排放浓度可控制在10mg/m³以下,满足当前最严格的环保标准。控制系统采用PLC+触摸屏形式,支持远程监控与数据记录,可实时显示输送压力、流量、料位等参数,并具备故障诊断与报警功能,大幅降低人工巡检强度。

不同工况下尾矿渣的物理性质差异显著,设备选型必须建立在对物料特性充分测试的基础上。以下是尾矿渣气力输送设备常见的技术参数范围,供设计选型时参考:
选型过程中需要重点评估以下因素:物料磨蚀性直接影响管道材质选择及壁厚设计;物料粘性影响供料装置选型与防堵措施;输送距离与提升高度决定气源压力与管道布局;现场空间限制影响设备布置方式。海德粉体技术团队提供免费的物料测试服务,客户可邮寄200kg样品至实验室,通过对物料的粒度分布、休止角、含水率、堆积密度、磨蚀指数等指标进行检测,出具针对性的输送方案报告,确保设备选型与工况高度匹配。
以南方某大型铜矿选矿厂为例,该矿每年产生约80万吨尾矿渣,原采用皮带输送加自卸车转运方式,不仅粉尘污染严重,运输成本居高不下,且皮带磨损频繁,每年更换费用超过60万元。2023年该企业引入海德粉体设计的两套浓相气力输送系统,实现了从脱水车间到尾矿库约500米的封闭输送。系统投运后,粉尘排放浓度由原先的50mg/m³降至8mg/m³以下,顺利通过环保验收;输送电耗从原有的3.5kWh/t降至2.1kWh/t;设备维护方面,管道内衬使用寿命超过2年,旋转给料器易损件更换周期延长至8个月,综合运维成本较原方案下降了35%。
另一案例来自西北某铁矿,该矿尾矿含铁量较高,具有回收价值。客户采用海德粉体气力输送系统将尾矿渣送至约300米外的干选车间,系统配备智能控制模块,可根据物料含水率波动自动调节输送参数,运行稳定率超过98%。该项目的成功不仅解决了环保问题,还通过资源化回收创造了额外经济效益,每年新增铁精粉收益约400万元。
从行业趋势来看,2026年《尾矿污染环境防治管理办法》修订版即将实施,明确要求新建尾矿库必须采用封闭式输送方式。气力输送设备因其环保、高效、自动化等特点,将成为矿山企业合规建设的重要选项。同时,随着数字孪生、智能运维等技术在气力输送领域的渗透,未来设备将具备预测性维护、能耗优化、远程诊断等功能,进一步降低全生命周期成本。
设备长期稳定运行离不开科学的维护管理。针对尾矿渣高磨蚀特性,建议用户每班运行前检查供料装置密封件磨损情况,每季度对输送管道弯头处进行壁厚测量,当壁厚减薄至设计值的60%时,应及时更换耐磨弯头。布袋除尘器需定期脉冲清灰,压差超过设定值时检查滤袋是否破损。气源系统应保持进口空气过滤器的清洁,防止杂质进入管道加剧磨损。控制系统的传感器接线需每月紧固一次,避免因振动导致信号异常。
海德粉体为客户提供标准化的维护培训与远程诊断服务,并设有24小时技术响应专线。对于签订年度维保合同的客户,服务团队每季度到现场进行设备巡检,出具详细的设备健康报告。通过合理的维护安排,设备整体使用寿命可达8至12年,关键备件标准化供应,常规件48小时内发货,确保生产连续性。
在碳达峰碳中和目标下,矿山行业的节能减排压力持续增大。尾矿渣气力输送设备实现物料全封闭转运,从源头杜绝了粉尘逸散,有效降低PM2.5与PM10排放。同时,由于系统采用自动化控制,相比传统机械输送可减少操作人员约60%,降低安全事故风险。在能源利用方面,通过合理设计输送浓度与流速,吨物料电耗可控制在行业先进水平。据测算,一条年产100万吨的尾矿渣气力输送线,每年可减少二氧化碳排放约800吨(因减少车辆运输及设备电耗),具有良好的环境效益。
海德粉体注重产品全生命周期的绿色设计,设备选用可回收材料,易损件采用标准接口,更换便捷。公司已通过ISO14001环境管理体系认证及ISO50001能源管理体系认证,产品符合《气力输送系统安全规范》(GB/T 37631)及《尾矿设施设计规范》(GB 50863)相关要求,可协助客户完成环评验收与绿色矿山申报。
未来三年内,随着新建尾矿库的审批趋严以及存量尾矿库的闭库治理要求,尾矿渣气力输送设备的需求将从金属矿山向非金属矿山、尾矿综合利用项目拓展。例如,部分矿山采用尾矿渣制砖、生产建材骨料,需要将尾矿渣精准输送至不同工艺节点,气力输送因其灵活布置、多点多向输送能力而展现出独特优势。海德粉体可根据客户工艺流程量身定制输送方案,包括但不限于:多分支输送、正负压联合输送、防爆输送(针对含硫尾矿)、高温物料输送等,并提供从设备安装、调试到人员培训的全流程服务。
咨询热线:156-6277-7102,海德粉体技术团队免费提供现场勘测与方案咨询,帮助客户在项目前期精准评估投资回报周期。无论是新建项目还是老旧输送系统改造,均可提供性价比最优的解决方案,助力矿业企业实现环保达标与降本增效的双重目标。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

