山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
矿渣作为钢铁冶炼过程中的大宗固废,其高效、环保的输送与处理已成为冶金、建材等行业关注的核心课题。近年来,随着国家对工业固废资源化利用政策的持续推进,矿渣粉磨加工后替代水泥熟料、生产矿渣微粉等路径愈发成熟,矿渣粉体物料的输送环节因此面临更高要求。传统机械输送方式如斗式提升机、螺旋输送机在输送矿渣时普遍存在设备磨损快、扬尘严重、能耗偏高、易堵塞等问题,尤其当矿渣含水量波动、粒径分布不均匀时,机械输送的稳定性与连续性难以保障。在此背景下,气力输送技术凭借其全封闭、无扬尘、布置灵活、自动化程度高等优势,正逐步成为矿渣粉体短距离、中长距离输送的主流方案。矿渣气力输送设备的设计需综合考虑矿渣粉体的物理特性——包括堆积密度、颗粒形状、水分含量、磨琢性以及静电效应等参数。例如,矿渣粉的堆积密度一般在1.2-1.8 t/m³,莫氏硬度约6-7,具有较强的磨琢性,因此输送管道的弯头、阀门及分离装置需采用耐磨衬里或合金材料。此外,矿渣粉体在气力输送过程中容易因摩擦生热而出现静电积聚,进而引发爆炸风险,合理设置接地系统、采用防静电滤袋及控制输送速度等措施不可或缺。海德粉体在矿渣气力输送领域积累了十余年的工程经验,从物料流态化分析、气源设备选型到管道布置、智能控制,形成了覆盖正压密相、正压稀相、负压与组合输送等多种工艺的完整解决方案。以下从技术原理、系统构成、选型要点及落地案例等多个维度展开分析,旨在为相关企业提供具备操作性的设备选型与系统优化参考。

矿渣气力输送本质上利用气流作为动力载体,将矿渣粉体在管道内进行悬浮或集团流动。根据气固两相流理论,当气流速度高于物料的悬浮速度时,颗粒呈悬浮态输送,即稀相输送;当气流速度在悬浮速度以下时,物料以栓状或集团状推进,即密相输送。矿渣粉体由于颗粒细、密度大,通常采用密相输送以降低气耗、减少管道磨损。具体工艺上,海德粉体采用“仓泵+流化床”组合方式:仓泵底部引入压缩空气使矿渣粉体流化,形成高浓度气固混合物后通过管道压送至目标料仓。核心参数如输送压力、气固比及输送速度需依据物料性质和距离精确计算。例如,对于输送距离≤200m、提升高度≤30m的工况,推荐气固比在20~30 kg/kg,输送速度控制在8~12 m/s,此时管道压降可稳定在0.2~0.5 MPa。若输送距离延长至500m以上,则需采用中继增压站或提高气源压力至0.6~0.8 MPa。在气源选择上,螺杆空压机与罗茨鼓风机各有利弊:前者出气含油量需经过滤处理,适合对矿渣品质要求严格的场合;后者无油且结构简单,但压力较低(≤0.1 MPa),主要适用于小型短距离输送。海德粉体根据多年工况测试数据,推荐在矿渣输送中优先采用油润滑螺杆空压机配合高效除油过滤器,既能保证压力稳定性,又能满足矿渣微粉后续加工对含油量的限制(通常要求≤5 ppm)。此外,系统配置循环密封阀组、压力平衡装置及自动补气阀门,有效避免因矿渣粉体透气性变化导致的下料波动。
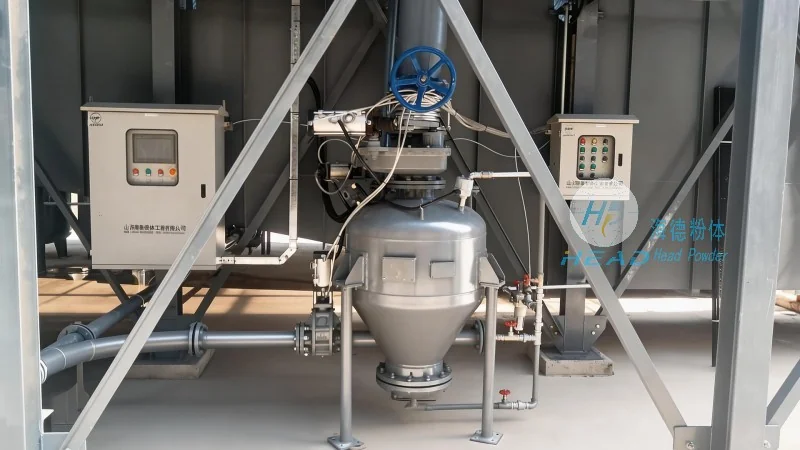

一套完整的矿渣气力输送设备通常由以下六大子系统构成:供料系统、气源系统、输送管道系统、气固分离系统、控制系统以及辅助安全系统。供料系统涉及原料仓、给料机(如旋转给料阀或螺旋给料机)以及仓泵(压力容器)。仓泵设计需满足矿渣粉体流动性较差的特点,通常采用锥形底部和流化盘结构,流化盘材质宜选用不锈钢烧结板或高密度陶瓷,以抵抗矿渣磨损。气源系统包括空压机、储气罐、冷干机和过滤器,其中储气罐容积按系统最大耗气量的15%~20%配置,确保压力波动在±0.02 MPa以内。输送管道系统涉及直管、弯头、阀门及管道连接件。考虑到矿渣磨琢性,弯头宜采用可更换耐磨衬里结构(如内衬陶瓷或双金属复合),弯曲半径不小于管道直径的10倍,以减少局部磨损和压损。气固分离系统主要包含旋风分离器和脉冲除尘器。矿渣粉体在分离过程中易出现二次扬尘,因此旋风分离器下部须配置回转卸料阀,并将下料口与仓顶直接连接形成密封;脉冲除尘器滤袋材质需选用防静电涤纶针刺毡,过滤风速控制在≤1.0 m/min。控制系统采用PLC+触摸屏架构,可实时监测并调节输送压力、补气频次、料位变化等参数,同时具备故障自诊断功能。海德粉体在该领域独有的智能调流算法,可根据管道压降实时调整给料频率与气量配比,使输送效率提升12%~18%,能耗降低约10%。辅助安全系统则涵盖压力释放阀、防爆门、气体检测报警装置及接地网,当系统压力超限或粉尘浓度达到爆炸下限的25%时自动联锁停机。
选型是否合理直接决定设备运行的经济性和可靠性。企业需从以下维度进行参数匹配:第一,物料特性。矿渣粉体的粒径分布(通常为0.1~50μm)、含水率(一般控制在≤1%)、安息角(约45°~55°)以及磨琢指数均为关键输入。若矿渣含水量偏高,需在供料环节增设热风烘干或振动脱水装置,否则易造成仓泵内结块堵塞。第二,输送能力。以日产3000吨矿渣微粉生产线为例,输送量通常要求在50~120 t/h连续运行。海德粉体推荐采用2台以上仓泵并联交替工作,单台仓泵容积不超过6 m³,确保脉动平滑。第三,输送距离与高度。水平输送每100m压降约0.08~0.15 MPa,每10m垂直提升需额外增加0.02~0.04 MPa压力。第四,气源条件。现场是否有集中供气管道?压缩空气露点需达到-40℃以下,避免结露导致矿渣粉体黏壁。第五,投资与运行成本权衡。稀相输送系统初始投资较低但运行能耗高且管道磨损快;密相输送设备单价稍高但综合运行成本可降低30%以上。建议企业根据预期使用年限(一般大于10年)进行全生命周期成本核算。海德粉体提供选型计算软件,输入上述参数后自动生成管道直径(常用DN80~DN200)、输送压力等级(0.4 MPa、0.6 MPa或0.8 MPa)以及空压机功率(通常为110~250 kW)等推荐值,同时结合场地布局模拟管道应力分布,避免共振风险。
在水泥、钢铁及建材行业,矿渣气力输送设备已覆盖从原料进厂到成品装车的全链条。以华北某大型矿渣微粉加工企业为例,其原有斗式提升机频繁出现断链、料斗腐蚀问题,每年维护费用超过30万元,且现场粉尘浓度超标。2024年,该企业引入海德粉体设计的密相气力输送系统,输送距离220m,提升高度25m,设计输送量80 t/h。系统投入运行后,粉尘排放浓度从改造前的120 mg/m³降至<8 mg/m³,完全达到当地超低排放标准。设备连续运行18个月后,管道弯头磨损量仅1.2mm,预计使用寿命可达5年以上。同步部署的远程运维平台可实时监测耗气量、输送脉动频率及电机电流,系统故障率较改造前下降92%。另一个案例来自华东某钢铁集团,其矿渣微粉库与包装车间之间原有铲车转运,效率低且存在混杂风险。海德粉体为其定制了“双仓泵并联+串联双级分离”方案,输送距离350m,实现一键启动与自动切换,人力成本减少3人/班,输送过程损耗率从2%降至0.3%以下。这些案例充分说明,专业化、定制化的矿渣气力输送设备在提升生产效率、改善环境质量及降低运营成本方面具有显著价值。海德粉体(咨询热线:156-6277-7102)拥有从方案设计、设备制造、安装调试到售后运维的完整服务链,可为客户提供包括物料化验、参数仿真、三维可视化布置图在内的免费技术评估。
展望2026年前后,矿渣固废资源化市场将持续扩容,据行业研究机构预测,中国矿渣微粉年产量将突破3亿吨,其对应的输送设备市场规模预计超过80亿元。技术层面,几个趋势值得关注:一是智能化升级,具备自学习能力的控制系统可根据历史工况自动优化输送参数,减少人工干预;二是大流量长距离输送,单套系统输送能力有望突破200 t/h,输送距离可延展至1公里以上;三是在线检测与预测性维护,通过振动分析、温度监测及声发射技术提前预警磨损与堵塞。对于拟新建或改造矿渣输送线的企业,建议优先进行物料流变特性试验,获取真实的流动性指数;其次,充分考虑厂区拓展余量,输送管道主干线预留接口;最后,合作前务必考察供方业绩,可要求参观同类矿渣工况的连续运行现场。高性价比设备绝非仅看价格,更应综合评估耐磨寿命、能耗指标及售后响应时效。
矿渣气力输送设备已从辅助角色转变为现代化固废处理系统的关键环节。无论是出于环保合规压力,还是提升产能利用率、降低综合成本的内在需求,依托专业团队进行系统化的设备选型与工艺设计均属必须。海德粉体围绕矿渣粉体物理特性,持续迭代输送控制算法与耐磨材料应用,致力于为冶金建材企业提供经得起长期工况考验的可靠方案。若您正计划新建矿渣微粉生产线或改造现有输送系统,欢迎联系技术团队获取详细的选型参数与免费现场勘察服务。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

