山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
在酵母粉生产及深加工过程中,输送环节的选型直接决定了产品品质、生产效率与运行成本。酵母粉作为一种高活性、易吸潮、易破碎且对卫生要求极其严格的粉体物料,其输送方案需要兼顾物料保护、环境控制与系统稳定性。传统机械输送方式虽应用广泛,但在面对酵母粉独特的物理化学特性时往往暴露出诸多局限。气力输送凭借其封闭性、柔性化以及可定制化设计,正在成为酵母粉输送领域的主流选择。本文将从物料特性出发,系统对比螺旋输送、皮带输送、斗式提升机等机械方式与正压、负压气力输送在酵母粉应用中的实际表现,并结合行业最新技术趋势与海德粉体的工程实践,阐述为何气力输送更适配酵母粉输送。
酵母粉的粒径通常在80-200目之间,堆积密度约0.5-0.7g/cm³,休止角较大,流动性介于易流态与粘滞态之间。其最显著的两大特性是吸湿性与活性敏感度:在相对湿度超过60%的环境中,酵母粉表面会迅速吸附水分,导致结块、活性下降甚至变质;同时,酵母粉颗粒在高速碰撞或挤压下容易破碎,产生的细粉不仅影响后续发酵性能,还可能在输送管路中造成扬尘与爆炸风险。此外,酵母粉作为食品/饲料添加剂,对输送系统的清洁度、密闭性以及无污染特性有严格合规要求。这些特性共同决定了输送系统必须具备:全封闭防潮结构、低剪切力以减少破损、易清洁且无残留的接触面、以及稳定的温湿度控制能力。
螺旋输送机是酵母粉厂内短距离水平或小倾角输送的常见方案。但其核心问题在于:螺旋叶片与槽体之间的挤压作用会使酵母粉颗粒产生大量破损,实测数据显示,单次输送后酵母粉中粒径小于50μm的细粉比例可增加15%-20%,直接削弱产品活性;此外,螺旋输送机难以实现完全密封,轴承端部与连接处的微泄漏在潮湿环境中会形成结块堵塞,清洗时需拆卸整段,维护工时较长。
皮带输送机适用于长距离、大流量场景,但酵母粉极易附着在皮带表面,回程段带起的物料不仅造成浪费,还会污染外部环境。为避免物料滚动洒落,需设置复杂的裙板与刮料装置,但即便这样,皮带表面残留的酵母粉在湿热车间内会迅速霉变,成为微生物污染源。更关键的是,皮带输送无法实现封闭式物料流,防潮效果极差,在南方梅雨季或高洁净车间中几乎不可用。
斗式提升机常被用于垂直提升酵母粉,但其料斗在卸料时的抛洒动作不仅产生大量粉尘,还会因剧烈撞击导致颗粒碎裂。实际运行监测表明,斗提机对酵母粉的破损率通常为3%-8%,且料斗与机筒之间的间隙难以彻底清理,长期运行后内部积料板结,需要定期停机人工清掏,严重影响连续生产。
综合来看,机械输送在酵母粉场景中普遍存在破损率高、密封性差、清洁困难、易受潮结块等痛点。尤其在环保法规趋严与食品安全生产标准升级的行业背景下,机械输送已逐渐难以满足现代酵母粉工厂的自动化与洁净度要求。
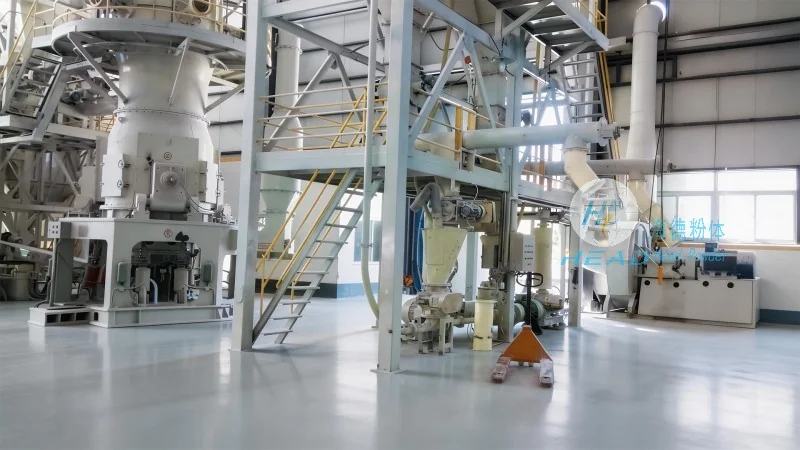
气力输送利用压缩空气或惰性气体作为载体,通过管道将酵母粉从源头输送到目标位置。根据系统形式,可分为正压输送(密相/稀相)与负压输送(真空输送)。针对酵母粉的特性,气力输送展现出不可替代的适配性:
针对酵母粉,正压稀相输送(高速度、低浓度)虽成本较低,但高速气流对颗粒的磨损较为明显,且容易产生静电,一般仅适用于短距离投料。负压真空输送则适用于多点取料、集中收料场景,但系统负压有限,长距离输送能力不足。当前行业主流方案是正压密相输送(低速高浓度),配合发送罐或旋转供料器,输送速度控制在2-8m/s,气固比可达20-40:1,在保证输送效率的同时最大化保护物料。例如,海德粉体为某酵母企业设计的酵母粉生产线,采用DN65管道、输送距离120米、提升高度15米,密相输送系统实际运行破损率低于0.3%,且连续运行两年未出现结壁堵塞问题。
根据《2026年全球粉体输送装备市场调研报告》,食品及生物发酵行业的气力输送系统年复合增长率已超过12%,其中酵母粉细分领域占比持续上升。推动这一增长的核心驱动力包括:全球酵母粉产量预计在2026年达到350万吨,中国作为最大生产国约占35%份额;各国对食品加工粉尘防爆标准(如ATEX、GB 15577)的强制执行,倒逼企业淘汰开放式机械输送;以及“双碳”目标下对低能耗输送技术的需求。气力输送在同等输送量下,单位电耗比螺旋输送低15%-25%,且无机械磨损部件的高频更换成本。同时,智能化传感器与数字孪生技术的应用,使得气力输送系统能实时监测输送状态、预测磨损并自动调节工艺参数,显著提升运维效率。

作为深耕粉体输送领域多年的专业技术服务商,海德粉体(咨询热线:156-6277-7102)在酵母粉输送项目中积累了丰富的选型经验与工艺数据。针对不同工艺段的差异化需求,海德粉体提供定制化解决方案:例如,在酵母粉投料环节,采用带除尘回收的负压吸料站,有效控制投料口扬尘;在中间计量输送段,采用密相发送罐配合流量控制阀,实现高精度定量给料;在成品包装线,采用多点分支气力输送系统,同时向多台包装机供料,包装效率提升30%。典型落地案例包括为华北某酵母提取物工厂设计的全密闭气力输送系统,该项目将散装酵母粉从仓库输送至11个发酵罐,单套系统输送能力达到8吨/小时,输送距离200米,系统密封性通过0.02MPa保压测试,年节约人工维护成本逾60万元,产品活性保持率较原机械输送方式提升1.8个百分点。这些实践充分验证了气力输送在酵母粉场景中的综合优势。

综上所述,酵母粉的物料特性决定了输送系统必须具备高密封、低破损、易清洁、可防潮的核心能力。机械输送方式在这一方面存在结构性短板,而气力输送凭借其全密闭管路、柔性输送参数、灵活布局与高度自动化,已成为酵母粉输送的更优选择。对于处于新建或技改阶段的酵母粉生产企业,建议优先考虑正压密相气力输送方案,并结合具体产能、输送距离、厂房条件等因素进行深度设计。同时,选择具有酵母粉行业实际工程经验的服务商尤为重要——海德粉体在酵母粉气力输送领域积累了从实验室测试到现场安装调试的全链条技术能力,能够为不同规模的企业提供可靠的数据支撑与风险规避方案。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

