山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
在石膏粉灰的工业输送环节中,选择合适的输送方式直接关系到生产线的运行效率、物料损耗、设备维护成本以及最终产品的质量稳定性。石膏粉灰作为一种典型的粉状物料,具有粒度细、易飞扬、吸湿性强、对设备磨损度高等特点,传统的机械输送方式(如螺旋输送机、皮带输送机、斗式提升机)在应对这些特性时往往暴露出诸多局限性。近年来,随着环保法规日趋严格以及企业对自动化、智能化生产的需求提升,气力输送技术凭借其封闭性、灵活性、低维护成本等优势,逐渐成为石膏粉灰输送领域的主流选择。本文将从输送原理、适用场景、能耗对比、设备寿命、环保表现等多个维度,系统对比分析石膏粉灰不同输送方式的优劣,并深入阐述为何气力输送更适配石膏粉灰的物料特性与生产需求。作为深耕粉体输送领域多年的技术型企业,海德粉体在石膏粉灰气力输送系统的设计、制造与项目落地方面积累了丰富的实战经验,下文将结合行业数据与典型应用案例,为企业选型提供科学依据。
石膏粉灰通常来源于脱硫石膏、磷石膏、天然石膏的研磨加工,其粒径分布集中在20-200微米之间,容重约为0.8-1.3吨/立方米,含水量一般控制在0.5%-2%之间。这类物料在输送过程中面临三大技术难点:其一,细粉极易扬尘,传统敞开式输送会造成严重的环境污染与物料损失,尤其在2026年国家进一步收紧工业粉尘排放标准的背景下,封闭输送已成为合规底线;其二,石膏粉灰具有一定的吸湿性和粘附性,在高温或潮湿环境中容易结块,导致机械输送设备堵塞或下料不畅;其三,粉体流动性与颗粒形状相关,不规则颗粒在输送中容易产生静电,进而影响输送效率和设备安全。因此,理想的输送系统必须具备密封性强、防止吸湿结块、适应长距离或多分支布局、低能耗、易维护等特征。这些要求恰恰与气力输送的技术特点高度契合,而传统机械输送在应对上述难点时往往力不从心。
机械输送主要包括螺旋输送机、皮带输送机、斗式提升机、刮板输送机等,每种方式在特定场景下有其适用性,但在石膏粉灰的大规模、连续化输送中普遍存在短板。
螺旋输送机依靠旋转螺旋叶片推动物料前进,其优势在于结构简单、密封性尚可,但缺点极为突出:叶片与槽体之间的间隙容易积料,长期运行后磨损加剧,导致输送效率下降;且螺旋叶片对粉体剪切作用明显,容易破坏石膏粉灰的颗粒形态,影响下游应用性能;此外,输送距离通常限制在15-30米以内,弯头多时阻力急剧上升,能耗比偏高。根据海德粉体对多个石膏粉灰生产线的实测数据,螺旋输送机每吨物料输送能耗约为1.8-2.5 kWh,且维护周期仅为3-6个月。
皮带输送机虽然适用于长距离水平输送,但石膏粉灰的细粉特性导致皮带表面极易粘附物料,需要频繁清理,否则皮带跑偏、撒料问题频发;而且皮带输送机无法完成垂直或大角度倾斜输送,必须依赖多级转接,增加了设备投资与故障点。在环保方面,皮带输送机即使加装防尘罩,也无法完全杜绝扬尘,尤其在转载点处,粉尘泄漏量可达10-30 mg/m³,难以满足2026年《工业炉窑大气污染物排放标准》中对颗粒物排放≤10 mg/m³的要求。
斗式提升机适用于垂直提升,但在输送石膏粉灰时,料斗回程撒料、物料堵塞进料口等问题极为普遍;且由于石膏粉灰的磨损性,链条、链轮、料斗等易损件更换频繁,单台设备年均维修成本可达设备原值的15%-20%。综合来看,机械输送方式在石膏粉灰领域的应用正逐渐被边缘化,取而代之的是更加高效、环保的气力输送系统。
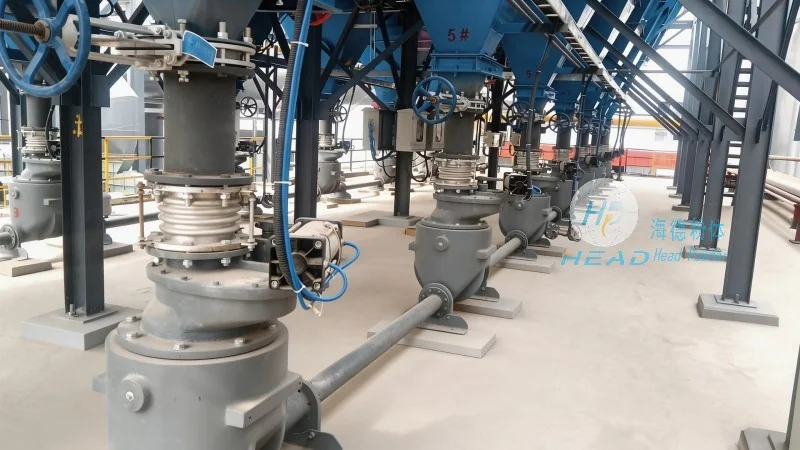
气力输送利用压缩空气或风机产生的气流,使粉体物料在管道中呈悬浮状态进行输送,根据输送压力不同可分为正压输送、负压输送和密相输送。针对石膏粉灰的特性,海德粉体推荐采用密相气力输送系统,其核心优势体现在以下方面:
为了给企业提供直观的选型参考,我们结合2026年国内建材行业设备采购与运维数据,对典型工况(输送距离80米、提升高度15米、输送量30吨/小时)下两种输送方案进行对比分析:
| 对比项目 | 气力输送(密相) | 机械输送(螺旋+斗提组合) |
|---|---|---|
| 初期设备投资(万元) | 85-110 | 65-80 |
| 安装调试周期(天) | 30-45 | 45-60 |
| 单位输送能耗(kWh/t) | 1.0-1.5 | 1.8-2.8 |
| 年均维护费用(万元) | 4-6 | 12-18 |
| 设备使用寿命(年) | 10-12 | 5-7 |
| 环保合规成本(年) | 低(无需额外除尘) | 高(需配布袋除尘器+定期检测) |
| 物料损耗率(%) | 0.1-0.3 | 0.8-2.5 |
从全生命周期成本来看,虽然气力输送的初始投资高出约30%-40%,但运行5年后,综合成本已低于机械输送方案。若考虑环保罚款风险、物料损耗、人工成本等因素,气力输送的投资回收期通常在2.5-3年之间。海德粉体服务的华南某石膏粉灰深加工企业,在2024年将原有机械输送线改造为密相气力输送后,仅物料回收一项每年就节省成本约60万元,同时产能提升15%。

海德粉体在石膏粉灰气力输送领域积累了超过200个成功案例,涉及石膏板生产、石膏砂浆搅拌、脱硫石膏综合利用等多个细分场景。以华东某年产30万吨石膏粉灰生产线为例,该项目要求将原料从储料仓输送至三座配料仓,输送距离180米,垂直提升20米,且需要对三座配料仓进行精准分配。海德粉体为其设计了双路密相气力输送系统,采用DN200输送管道,配套低磨损弯头和旋转供料器。系统投运后,实际输送量达到35吨/小时,气固比高达25:1,输送压力稳定在0.3-0.5MPa。关键细节方面,我们针对石膏粉灰的吸湿性,在气源前端增加了冷干机与加热器,确保压缩空气露点温度低于-20℃,有效防止管道结露粘连。另外,在弯头处采用耐磨陶瓷内衬,使用寿命提升至常规碳钢弯头的5倍以上。
进入2026年,建材行业面临“双碳”目标与智能化转型的双重压力。石膏粉灰生产企业一方面需要降低能耗与排放,另一方面需提升生产效率与产品质量一致性。国家发改委在《建材行业碳达峰实施方案》中明确要求,到2026年底,水泥、石膏等大宗固废综合利用企业需完成清洁能源替代与自动化升级。在这一背景下,气力输送系统因其低碳、智能、集成化的特点,正成为新建项目的标配。建议企业在选型时重点关注以下几点:一是根据物料真实物性(含水量、粒度分布、流动性指数)选择输送相态,石膏粉灰通常选用密相输送,但若含水量高于3%,则建议采用稀相输送并增加防堵措施;二是合理设计管道走向,尽量减少弯头数量,弯径比建议≥R12D;三是优先选择具备远程诊断与预测性维护功能的系统,如海德粉体推出的智能气力输送平台,可实时监测管道磨损、压力波动和输送效率,提前预警故障。

石膏粉灰输送方式的选择绝非简单的设备购置决策,而是关乎产线综合效能、环保合规与企业可持续发展的战略问题。机械输送虽然在初期投资上具有一定诱惑,但其在物料损耗、维护频次、环保压力等方面的隐性成本逐年凸显;而气力输送凭借封闭性、灵活性、低磨损和智能化优势,已在实际应用中证明其更适配石膏粉灰的输送需求。尤其对于追求长期稳定运营、降低全生命周期成本的企业而言,气力输送无疑是更理性的方案。海德粉体作为行业技术积累深厚的装备与服务提供商,始终致力于为客户提供从物料测试、方案设计、设备制造到安装调试的全链条服务,帮助客户在选型阶段就规避潜在风险,实现输送系统的价值最大化。如果您正在考虑石膏粉灰输送系统的升级或新建,欢迎联系我们的技术团队获取针对性解决方案。(咨询热线:156-6277-7102)未来,随着气力输送技术向更高效、更智能的方向演进,海德粉体将持续以专业力量助力石膏产业绿色升级。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

