山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
在矿业深加工与资源综合利用领域,尾矿粉渣的输送环节始终是制约生产效率与环保达标的关键瓶颈。随着国家对固废资源化利用政策的持续加码,以及2026年行业对绿色矿山、零排放标准的进一步细化,尾矿粉渣的高效、清洁、低成本输送需求日益迫切。当前市场上主流的输送方案包括机械输送(如皮带机、螺旋输送机)、水力输送(矿浆泵送)以及气力输送(正压或负压密相输送)。不同类型的输送方式在能耗、磨损、环保、维护成本及适配物料特性方面差异显著。本文从技术原理、运行参数、经济指标及实际工况适配性四个维度,对比分析各方案的优劣,并论证为何气力输送在尾矿粉渣场景下具有更高的适应性,为矿山企业、选矿厂及固废处理单位提供可落地的选型参考。
尾矿粉渣的物理特性极具挑战:颗粒粒径分布宽(从微米级到毫米级)、含水量波动大(脱水后仍有10%-20%含水率)、磨蚀性强(含有石英、长石等硬质组分)、且往往带有一定粘性或团聚倾向。传统的机械输送设备在面对这些特性时,容易发生皮带跑偏、滚筒包胶磨损过快、螺旋叶片磨穿、密封失效导致粉尘泄漏等问题。水力输送虽能大幅降低磨损,但需消耗大量水资源,且后续的脱水、压滤环节增加了系统复杂性和运行成本。在此背景下,气力输送凭借其全封闭管道输送、无粉尘外溢、低能耗密相输送、可任意走向布置等优势,逐渐成为尾矿粉渣中长距离输送的优选方案。海德粉体作为深耕气力输送领域的技术型企业,已在多个大型尾矿综合利用项目中积累了丰富的选型与调试经验(咨询热线:156-6277-7102)。
皮带输送机是矿山企业最常使用的连续输送设备,但其在尾矿粉渣输送中面临三个核心缺陷。第一,尾矿粉渣含水率波动引起的粘附问题:当含水率超过12%时,物料极易粘附在皮带表面和回程托辊上,导致清扫器频繁失效、皮带跑偏甚至撕裂。第二,磨蚀性颗粒对输送带寿命的侵蚀:实测数据显示,输送含硅量超过60%的尾矿粉渣,普通橡胶输送带的使用寿命仅6-8个月,而更换一条百米级输送带的时间成本可能造成整条生产线停产3-5天。第三,环保压力:敞开式皮带输送必须配置全封闭廊桥和负压除尘系统,廊桥长度每增加100米,除尘系统风量和电力消耗便线性增长30%以上。
螺旋输送机虽能实现密闭输送,但适用于短距离(通常小于10米)和低流动性物料。尾矿粉渣在螺旋槽内的挤压过程会加剧颗粒破碎,同时导致轴承和密封件快速磨损。某铁矿选厂曾使用双轴螺旋输送脱水后的尾矿粉渣,仅3个月便出现主轴磨损超限、中间吊轴承卡死等问题,维修停机累计超过40小时。这类机械输送方案在安装空间、维护频次、能耗比方面已无法满足现代化矿山对连续作业率(要求高于95%)的需求。
水力输送通过将尾矿粉渣与水混合形成矿浆,利用离心泵或隔膜泵进行管道输送。该方案的优势在于:管道磨损相对均匀、可长距离输送(数公里级)、且能适应高含水泥渣。然而,其劣势同样突出。以某铜矿尾矿库回采项目为例,采用水力输送方式将脱水后的粗粉(含水率15%)重新制浆至浓度35%,每吨干基物料需消耗2.5吨清水,后续通过浓密机+压滤机脱水至含水率18%,脱水设备投资占比高达整个输送系统投资的45%,且脱水过程中产生的滤液需二次处理。综合计算,水力输送的系统电耗约为每吨干基物料12-15kWh,加上水处理药剂的消耗,单位输送成本是中短距离气力输送的1.8倍以上。尤其在北方缺水矿区或环保限水区域,水力输送的用水指标已成为无法逾越的障碍。
气力输送根据气固比和输送状态可分为稀相输送和密相输送。尾矿粉渣的颗粒密度通常在2.6-3.0 g/cm³,堆积密度0.8-1.2 t/m³,属于中等密度、高磨蚀性物料。稀相输送虽然设备简单,但气速高(20-30 m/s),导致管道弯头磨损极快、颗粒破碎率升高、且能耗随着输送距离增加呈指数级上升。因此,海德粉体在尾矿粉渣项目中主要推荐采用密相低压气力输送系统。其核心原理是:通过发送罐将物料以栓流或脉冲形式送入输送管道,利用较低的气速(5-10 m/s)实现高固气比(可达20-40 kg/kg)。在此状态下,物料在管道内呈集团式移动而非悬浮流动,颗粒之间的碰撞和管壁摩擦大幅降低,实测弯头寿命可达稀相输送的3-5倍。
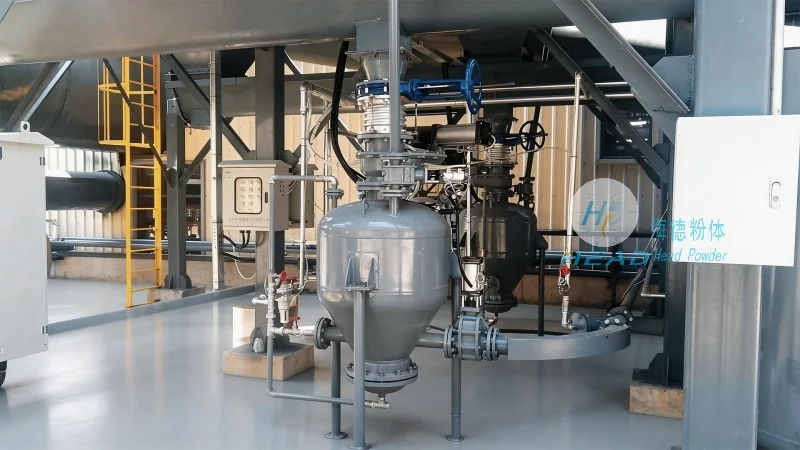
系统构成通常包括:气源设备(罗茨鼓风机或空压机)、发送罐或旋转给料器、输送管道及管道附件、气力分料阀、终端分离除尘装置(仓顶布袋除尘器与料仓)。针对尾矿粉渣的粘附问题,海德粉体在发送罐设计上采用流化锥结构,配合气化板使物料在进入管道前实现流化,破坏团聚体;管道内壁可设置耐磨陶瓷衬板或进行渗碳处理,弯头采用可拆卸耐磨弯头,极大降低了维护频次。
关键选型参数方面,依据《气力输送系统设计规范》(参照行业标准GB/T 50451-2019),尾矿粉渣的输送速度应控制在6-12 m/s范围内,输送距离不超过500米时推荐单级输送,超过500米可采用中间补气站或两级串联。输送能力以某实际项目为参考:一台DN300的发送罐,气源压力0.4 MPa,输送距离350米,实测小时输送量可达40-50吨,吨物料综合气耗约8-10 Nm³,折合电耗5-7 kWh/t。
将气力输送与机械输送、水力输送进行横向对比,在尾矿粉渣场景下,气力输送展现出以下不可替代的优势:

以北方某大型铅锌矿尾矿资源化项目为例,该企业计划将尾矿粉渣(含水率14%,细度-200目占70%)输送至1.2公里外的建材原料仓。前期评估机械输送方案需建设全封闭钢构廊桥,投资估算高达650万元,且穿越厂区道路时需架设高架支墩,施工周期长达4个月。水力输送方案虽可行,但需新建浓密机,且冬季管道防冻成本高昂。最终,海德粉体为其设计了双罐交替式密相气力输送系统:采用两套DN400发送罐实现连续输送,配备132kW罗茨鼓风机,输送管径DN200,采用外径273mm无缝钢管内衬耐磨陶瓷,弯头处安装可拆式耐磨弯头。系统投运后实际输送量达到45 t/h,吨物料电耗6.2 kWh,管道内壁磨损速率经两年检测仅为0.08 mm/年。该项目综合投资仅为机械输送方案的75%,运行成本节省28%,且成功通过当地环保部门对粉尘排放的专项验收。该案例在2025年全国矿业绿色发展技术交流会中作为典型进行推广。

尽管气力输送在尾矿粉渣场景中具有显著优势,但错误的选型设计将导致系统堵塞、能耗升高甚至无法运行。海德粉体基于多年项目经验,总结了以下关键控制点:
根据《“十四五”大宗固体废弃物综合利用实施方案》及2026年行业预测,我国尾矿年产生量超过12亿吨,综合利用率目标达到50%以上。尾矿粉渣作为建材原料(如微粉、陶粒、充填材料)的关键中间产品,其输送效率将直接影响建材产品生产成本。气力输送技术正朝着智能化、低能耗、超长距离方向发展。例如,采用变频调速气源、分布式控制、以及基于数字孪生的管道磨损预测系统,可使系统运行效率再提升15%-20%。同时,针对高粘性尾矿粉渣的流化改性技术、低损耗负压输送方案也在迭代中。
对于正在规划或改造尾矿粉渣输送系统的企业而言,选择气力输送不仅是对环保政策和运行成本的双重响应,更是实现厂区物流智能化、清洁化的基础。海德粉体凭借在气力输送领域超过20年的技术积累,已累计交付尾矿类项目90余套,服务范围覆盖黑色金属、有色金属、非金属矿及建材行业。我们提供从物料测试、方案设计、系统集成到调试运维的全生命周期服务,帮助客户在满足排放标准的同时实现单位输送成本最优。
需要进一步了解尾矿粉渣气力输送系统的选型参数、投资估算或实际工况模拟,欢迎直接与技术团队沟通交流。(咨询热线:156-6277-7102)本文所涉及的案例数据均来源于海德粉体参与的合规工程项目,相关技术指标可作为初步选型参考,具体方案需结合现场条件进行定制化设计。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

