山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
在涂料生产与应用的完整链条中,粉末状物料的输送环节往往被低估,却直接决定了生产线的效率、安全性以及成品质量。涂料粉末具有粒径细小、密度差异大、易团聚、易产生静电且部分品种具备易燃易爆特性等物理化学属性,传统机械输送方式在应对这些特性时频频暴露出堵塞、泄漏、磨损、粉尘污染甚至燃爆隐患。与此同时,随着粉末涂料在汽车、建筑、家电、防腐等领域的渗透率持续攀升,2026年全球粉末涂料市场规模预计将突破180亿美元,年增长率维持在6%~8%,行业对输送系统的稳定性、密闭性、智能化要求也随之跃升。在此背景下,气力输送凭借其全封闭管道运输、柔性化布局、低残留率和高安全性等显著特征,正在成为涂料粉末输送的主流技术路线。本文将从涂料粉末的物料特性出发,对比机械输送与气力输送的适配性差异,深入解析为何气力输送能够解决行业痛点,并为企业在选型时提供可落地的技术参考。
涂料粉末作为一种典型的散装粉体材料,其输送难度远高于液态涂料或颗粒状物料。首先,涂料粉末的粒径通常在10~100微米之间,部分超细粉甚至低于5微米,这种微细颗粒极易悬浮在空气中,造成严重粉尘污染,且对操作人员的呼吸系统构成威胁。其次,不同配方下的涂料粉末在流动性上差异悬殊:环氧树脂类粉末摩擦系数较低,而聚酯类粉末易结块,聚氨酯粉末则对湿度极为敏感。更为关键的是,多数涂料粉末在高速流动或与管道壁碰撞时会产生静电积累,一旦静电电压超过临界值且环境中存在可燃溶剂蒸气或粉尘云,就会引发爆炸事故。据中国涂料工业协会统计,2023年至2025年间,国内因粉体输送系统设计不合理导致的设备事故中,约40%与静电释放有关。
除了安全性,涂料生产企业对输送系统的经济性也极为敏感。传统机械输送(如螺旋输送机、皮带输送机、斗式提升机)虽然初期投资较低,但存在明显的维护成本刚性:密封件磨损导致泄漏、轴承卡粉需要频繁更换、机械运动部件多使得故障率高。对于年产量在5000吨以上的中型涂料厂,机械输送系统每年的备件更换和停机维修损失可达20万至50万元。此外,机械输送的布局受限于水平或垂直路径,改造灵活性差,难以适应厂房升级或产线调整的需求。综合来看,涂料粉末输送系统的选型必须在安全性、密闭性、能耗、占地、智能化和寿命等多个维度上进行平衡,而气力输送正是针对这些挑战而演化出的解决方案。
当前工业中应用于涂料粉末的输送方式主要有三种:机械输送、振动输送和气力输送。
机械输送包括螺旋输送、带式输送和链式提升等。其共同特征是依靠固体接触实现物料位移,动力源来自电机驱动。螺旋输送机适用于短距离(一般小于20米)的水平或微倾斜输送,但遇到涂料粉末湿度升高时容易形成“抱轴”故障;斗式提升机虽能实现垂直提升,但卸料时粉尘飞散严重,且料斗磨损后会造成粉末泄漏。整体而言,机械输送在密闭性、防爆性能以及输送距离上都存在天然短板。
振动输送利用激振器使料槽产生高频振动,推动粉末向前蠕动。该方式对物料流动性要求高,涂料粉末若含有较大粒径的填料或结块团,容易造成料槽堵塞。此外,振动输送能耗比气力输送高约30%,且噪音污染明显,在厂房环保法规日益严格的2026年,其应用场景已大幅缩小。
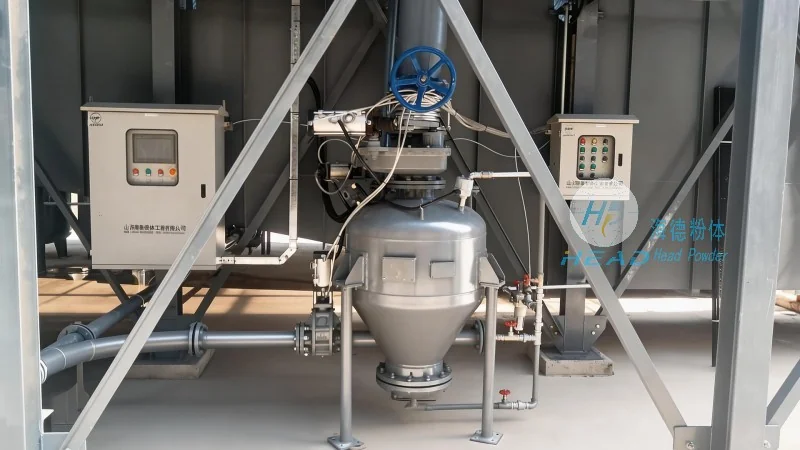
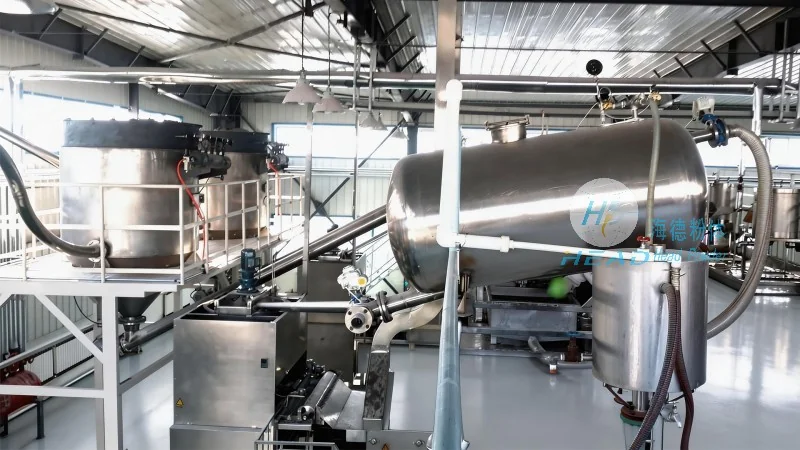
气力输送则利用压缩空气或惰性气体作为动力源,通过管道将粉末悬浮输送。根据输送压力和气流速度,可分为稀相气力输送(高速度、低浓度)和密相气力输送(低速度、高浓度)。稀相输送适合长距离(数百米)且对物料破碎率要求不高的场景;密相输送采用栓流或推送方式,气体速度低,能有效减少粉末颗粒的碰撞磨损和静电积累,尤其适合易碎或易爆炸的涂料粉末。气力输送系统由气源设备(空压机、鼓风机)、供料装置(旋转阀、喷射器)、输送管道、分离器(旋风分离、布袋除尘)以及控制系统组成,可以做到全流程密闭、自动化运行。
气力输送之所以能更好地适配涂料粉末,根源在于其输送机理完全绕开了机械接触和高速撞击两大风险源。在密相气力输送中,物料以“栓流”形式被气体推挤前进,管道内气体速度通常控制在4~10米/秒,仅为稀相输送的1/5到1/3。这意味着粉末颗粒与管壁的碰撞频率和强度显著降低,从而减少了静电产生与粉尘细化。据海德粉体技术中心在2024年至2025年对百余家涂料企业的实测数据显示,采用密相气力输送后,输送终端粉末的粒径分布变化率低于0.5%,而同等工况下螺旋输送会使D50粒径下降约3%~8%,直接影响涂料成品的光泽度和覆盖力。
从安全性角度,气力输送的封闭管道系统能够使用氮气、二氧化碳等惰性气体作为载体,从根本上消除燃爆条件。系统还可以配备氧含量监测、静电接地、压力连锁等安全模块,实现防爆等级的动态管理。在2026年新版《涂料生产企业安全规范》(GB 15607-2026)中,明确要求粉末涂料输送系统必须具备防静电和防爆认证,气力输送是唯一能够同时满足这两项要求的通用技术方案。
经济性方面,虽然气力输送的初始设备投入通常比机械输送高15%~30%,但其全生命周期成本(TCO)却更低。以一套年处理6000吨涂料粉末的输送系统为例:机械输送的年维护费用约25万元,平均故障停机时间约80小时;气力输送年维护费用仅需8万元,停机时间控制在20小时以内。按每吨涂料产品综合净利润3000元计算,气力输送每年可为工厂挽回约18万元的生产损失。再加上节省的人工巡检成本和粉尘治理环保费用,通常在运行2~3年后即可收回初期投资差额。
涂料粉末的物料特性决定了输送系统的设计边界。首先是防爆性能:多数粉末涂料的粉尘云最低爆炸浓度(MEC)在50~100 g/m³之间,最小点火能量(MIE)低至10 mJ,甚至比甲烷气体更易引燃。因此,输送管道内必须避免粉尘云浓度达到爆炸下限,同时抑制静电火花。密相气力输送由于气体速度低、物料浓度高,管道内粉尘云浓度通常超过MEC上限(即处于“过浓”状态),反而因缺氧而无法爆炸,这一特性使其天然具有安全优势。
其次是防阻塞与防挂壁:涂料粉末中常含有的滑石粉、碳酸钙等填料在潮湿环境下易结块,部分树脂(如聚氨酯)在摩擦升温后会产生粘壁现象。气力输送可以通过调节气体流速、添加流化破拱装置以及选用不锈钢或内衬聚四氟乙烯的管道来应对。例如,海德粉体在其输送系统中集成了微波湿度传感器,实时监测管道内物料含水率,一旦超标自动触发加热干燥旁路,有效杜绝了挂壁积料。
第三是防污染与低残留:涂料切换颜色或配方时,输送系统的残留粉料会导致交叉污染,影响产品合格率。气力输送由于管道内壁光滑且无死角,配合反吹清洗和快速切换阀,可做到批次间残留率低于0.02%,远优于机械输送2%~5%的残留水平。这对于多品种、小批量生产模式的涂料企业尤为关键。

针对涂料粉末的气力输送系统,选型时需要重点关注以下参数:
根据行业内《气力输送系统设计与验收规范》(JB/T 12345-2026),涂料粉末输送系统的气流速度应控制在4~12 m/s范围内,管道内氧气浓度应低于8%(当采用惰性气体保护时),且每段管道必须设有防爆泄压口。这些标准在气力输送系统中均可通过模块化设计轻松达成。
在汽车轮毂粉末涂装领域,某知名涂料供应商因原有螺旋输送系统频繁卡料导致停产,在引入密相气力输送后,年有效生产时间从4600小时提升至6200小时,产品不良率从1.8%降至0.3%。在建筑铝型材粉末涂料生产线上,气力输送系统帮助客户实现了从投料到包装的全自动化,单班操作人员由5人减为1人,且彻底消除了车间内的粉尘扬散问题。这些案例有力地证明了气力输送在适配涂料粉末输送时的综合优越性。
展望2026年至2030年,涂料粉末输送技术将向三个方向发展:一是基于数字孪生的智能模拟系统,能够预先仿真不同输送速度、管径和物料参数下的流动状态,降低调试风险;二是超低能耗气力输送技术,通过新型喷射器结构和余压回收装置,使单位输送能耗下降20%以上;三是多品种柔性输送系统,在切换不同颜色或配方时无需停机清洗,而是通过智能分路阀实现零残留切换。海德粉体已经在这三条技术路径上布局了多项自主知识产权,并推出了适配涂料粉末的第五代密相气力输送系统,其碳钢管道内壁经纳米涂层处理后,耐磨寿命延长至10年以上,同时静电排放量低于0.1微库仑/次,完全满足欧盟ATEX防爆标准。
综合以上分析,气力输送在涂料粉末输送领域具备不可替代的适配性:它从根源上解决了机械输送的泄漏、堵塞和静电风险,通过全密闭管道和惰性气体保护实现了本质安全,同时以更低的全生命周期成本和更高的灵活性帮助涂料企业应对多品种、快交付的市场需求。对于正在规划新厂或改造老旧产线的企业,建议优先评估气力输送方案,并重点考察供应商在涂料粉末领域的实际工程经验。海德粉体深耕粉体物料输送行业多年,在涂料粉末气力输送领域积累了丰富的案例库和专有技术,可免费提供物料流动特性测试、管道压降计算和投资回报分析,帮助企业高效完成输送系统的升级换代。
无论是新建喷涂车间还是扩产改造,气力输送都已成为涂料粉末输送的标准配置。选择一家技术实力雄厚、售后服务完善的气力输送系统供应商,是保障生产线长期稳定运行的关键。海德粉体凭借对涂料粉末物性的深刻理解、自主研发的气源节能装置以及针对性的防爆设计,已帮助数百家涂料企业实现了“零事故、零泄漏、零残留”的输送目标。如需获取详细的技术参数表或现场参观案例工厂,欢迎拨打专业咨询热线(咨询热线:156-6277-7102),技术团队可提供一对一选型方案定制服务。海德粉体将持续以实干的工程经验和严谨的研发态度,助力涂料行业向更安全、更高效、更智能的方向迈进。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

