山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
氨基乙酸,作为重要的精细化工中间体,广泛应用于农药、医药、食品添加剂、日化以及金属加工液等领域。在其生产加工与供应链流转过程中,粉体物料的输送效率、密闭性以及安全生产,直接关系到企业的综合运营成本与产品品质。随着2026年全球精细化工行业向“绿色工艺、智能集成、高纯度控制”方向深度转型,传统的人工搬运与机械输送方式已难以满足日益严苛的环保法规与产能需求。在此背景下,氨基乙酸气力输送设备凭借其全封闭、自动化、低能耗的优势,逐渐成为企业产线升级选型中的关键环节。作为深耕粉体输送技术领域多年的专业服务商,海德粉体基于大量实地工况数据与自主研发成果,系统梳理了氨基乙酸气力输送设备的选型要点、系统构成、技术参数以及应用效益,旨在为行业用户提供一份兼具专业高度与落地可行性的产品技术参考。
值得注意的是,氨基乙酸本身具有易吸潮、静电积聚倾向明显、颗粒形貌不规则等物理特性,这对输送系统的密封性、防爆性能以及粉尘回收能力提出了特殊要求。在2026年行业标准(如GB/T 34657-2026《粉体气力输送系统安全技术规范》)逐步完善的大环境下,设备供应商的技术积淀与服务响应能力,直接决定了用户产线的长期稳定性。海德粉体将结合多年项目积累,以产品详情为切入点,深入解析氨基乙酸气力输送设备的核心结构、工作流程、关键技术指标以及典型选型案例,帮助从业者构建从理论到落地的完整认知。
氨基乙酸气力输送设备,本质上是利用压缩空气或惰性气体作为动力载体,通过密闭管道将粉末状或颗粒状的氨基乙酸从发料端输送至目标受料点的集成化系统。不同于传统机械输送(如螺旋输送机、斗式提升机)存在的物料残留、粉尘逸散、设备磨损快等痛点,气力输送具备全程封闭、柔性布置、自动化监控等显著优势。
一套完整的氨基乙酸气力输送系统通常包含以下核心单元:
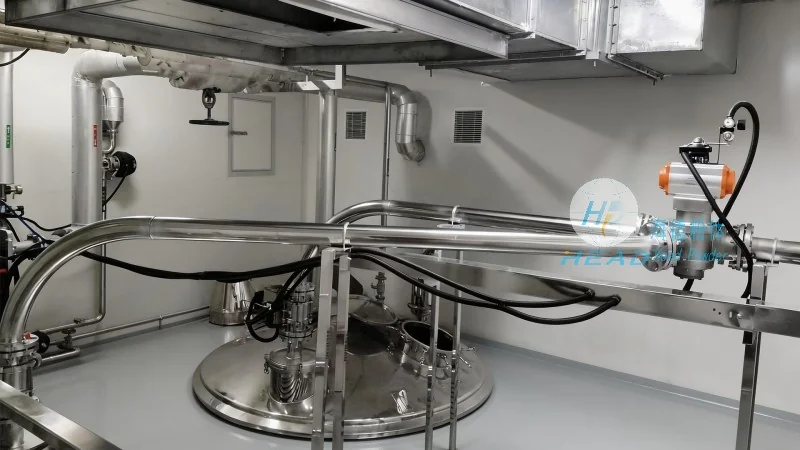
工作流程简述如下:原料仓中的氨基乙酸经破拱装置均匀进入发送器,在压缩空气驱动下形成气固两相流,沿输送管道高速运动至目标料仓上方的接收器;经过气固分离后,物料落入储料仓,尾气经净化后排入大气或循环再利用。系统可支持多点对多点输送,最大单线输送距离可达500米,输送能力从数百公斤/小时至数十吨/小时不等,按用户实际产线需求定制。

在进行设备选型时,需要依据氨基乙酸的物理化学性质、输送距离、输送高度、输送量、现场工况条件以及防爆等级要求等多项因素综合判定。以下为海德粉体基于实际工程项目总结的核心选型参数体系:
在具体选型过程中,用户应当提供详尽的工况参数,海德粉体技术团队将利用CFD模拟与实验室流态化测试相结合的方式,预先评估物料输送稳定性、管道压降分布及分离效率,最大程度降低试错成本。例如在某精细化工厂的技改项目中,原使用螺旋输送机导致每年因物料泄露与清理造成的损失超30万元,更换为海德粉体定制的气力输送系统后,物料回收率提升至99.8%,且现场无粉尘外溢,通过行业粉尘防爆验收。

海德粉体自成立以来,始终聚焦于粉体输送技术的研发与工程化应用,尤其在精细化工、医药中间体、食品添加剂等场景积累了丰富的实践经验。针对氨基乙酸输送的行业痛点,公司构建了从工艺方案设计、设备制造、安装调试到运行维护的全周期服务能力。以下为海德粉体在该细分领域的技术立足点:
近两年来,海德粉体已累计为二十余家农药及医药中间体企业配套完成了氨基乙酸气力输送项目。以某华东地区氨基酸生产企业为例,该企业原生产线采用人工投料与负压吸送相结合方式,效率低且现场扬尘严重;改用海德粉体正压密相输送系统后,输送能力稳定在12 t/h,人工成本降低60%,整线能耗下降22%,产品包装环节的粉尘浓度由原12 mg/m³降至0.5 mg/m³以下,远低于国家标准限值。
结合2026年市场行情观察,氨基乙酸下游需求结构正在发生以下变化:食品级与医药级高纯产品需求年增速超过8%,相应的生产过程对交叉污染控制、设备残留物清洗便捷性提出了更严苛要求。此外,随着智能制造与无人工厂理念在精细化工行业深度落地,气力输送设备正在向“无人看管、自诊断、自优化”方向演进。微米级气固两相流传感器、基于边缘计算的堵管智能预测算法、自适应调频供气系统等前沿技术已开始在海德粉体的实验平台中进行验证,预计未来2~3年内将实现商用化移植。
对于计划新建或改造氨基乙酸输送产线的企业而言,选择一套适配度高、技术含量足、后续服务有保障的气力输送系统,不仅是对当下产能瓶颈的突破,更是对未来合规生产、低碳运行的战略投资。具体选型时,建议重点考察供应商是否具备同类物料实物测试能力、是否有公开可查的行业项目案例、是否能提供明确的能耗与维护成本测算。
综上所述,氨基乙酸气力输送设备已不再仅仅是物料搬运工具,而成为精细化工产线自动化、安全化、清洁化转型中的核心基础设施。海德粉体凭借对氨基乙酸物料特性的深刻理解、成熟的产品设计体系以及遍及全国的高效服务网络,致力于为用户交付“一机一策”的高品质输送解决方案。如果您正在寻找稳定可靠、数据透明、售后无忧的氨基乙酸气力输送设备,欢迎直接与技术团队做更深入的沟通。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

