山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
在粉体物料处理领域,锆砂作为一种高密度、高硬度的工业矿物原料,其输送环节长期面临能耗偏高、管道磨损严重、粉尘污染难以控制等现实挑战。随着2026年全球锆英砂产能进一步向澳大利亚、南非及中国沿海地区集中,下游精密铸造、陶瓷色料、耐火材料等行业对锆砂的吞吐量持续攀升,传统机械输送方式在效率与环保合规性上的短板愈发明显。针对这一行业痛点,海德粉体结合多年气力输送系统研发与工程实践经验,推出专用于锆砂的高效密相气力输送系统,通过优化气固比、管道布局与分离技术,在保障物料完整性前提下实现长距离、大吨位的稳定输送。本文将从技术原理、设备选型、运行经济性及工艺适配等角度,为行业用户提供一份系统性的产品概述与选型参考。
锆砂的物理特性决定了其输送难度:堆积密度通常达到2.8-3.2 t/m³,颗粒硬度在7.5-8.0莫氏硬度级,且伴有明显的棱角形状。传统稀相输送方式若要推动如此重的颗粒,需要极高的起始气流速度(往往超过35 m/s),导致管道弯头部位出现严重冲蚀磨损,同时气固分离环节的能耗与噪音也居高不下。海德粉体针对此类高比重物料开发的密相栓塞流输送方案,采用低流速(8-15 m/s)交替成栓的运动模式,利用压缩空气在料栓前后形成压力差,依靠料栓自身重力与管壁摩擦实现稳步前行。这种设计不仅将管道磨损量降低至传统方案的40%以下,还能将气固比控制在6:1至12:1之间,单位吨公里能耗减少约25%-35%,与2026年即将全面实施的《粉体工业大气污染物排放标准》(GB 16297-2026征求意见稿)中对无组织排放的管控要求高度契合。
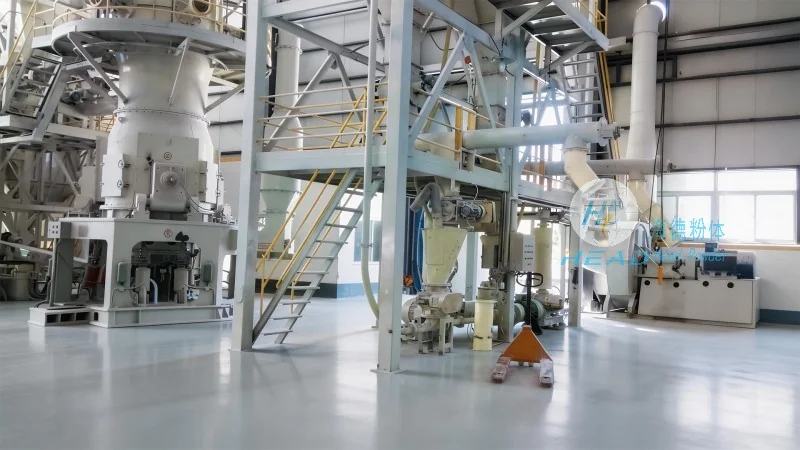
一套完整的锆砂气力输送系统通常由供料装置、输送管路、气源设备、分离除尘装置及自动化控制系统五大部分组成,各环节需要针对锆砂特性进行专项优化。

在实际项目洽谈中,合理的选型参数是确保系统稳定运行的基础。锆砂气力输送系统的设计需重点关注以下几个核心指标:
气力输送技术在锆砂相关领域的应用已从早期的辅助设备逐步升级为核心工艺环节。下面列举三个典型场景:

锆砂气力输送系统的长期稳定运行离不开科学的维护管理。海德粉体建议用户建立以下常规维护制度:
展望2026-2028年,智能化转型将成为锆砂气力输送系统的重要发展方向。海德粉体已开发出基于数字孪生的运维辅助模块,通过安装于管道关键节点的振动传感器与声发射传感器,结合机器学习算法,能够实时识别管道内料栓形态变化及初期磨损特征,提前7-14天推送维护预警。此外,模块化设计使得系统可以根据产能需求灵活扩充,例如在原有输送线路上并联一条备用支路,即可在不中断生产的前提下完成检修作业。这些技术升级不仅帮助企业降低综合运营成本,也为物料输送系统的全生命周期管理提供了可量化的决策依据。
在行业标准不断趋严的今天,一套经过实践验证的锆砂气力输送系统,其价值早已超越单纯的物料搬运工具——它已成为企业实现清洁生产、降低人工依赖、稳定产品质量的关键基础设施。海德粉体始终专注于高比重、高磨蚀性粉体的气力输送技术,从实验室小试到万吨级产线,为用户提供从设备选型、管道设计、安装调试到售后运维的全流程服务。如果您正在评估锆砂或类似物料的输送方案,欢迎与我们的技术团队进行深入交流,共同探讨最适合贵司工况的定制化解决方案。(咨询热线:156-6277-7102)
从长远视角来看,气力输送系统的运行成本构成中,能耗占比约45%-55%,备件更换占比约30%,人工与维修费用占剩余部分。通过合理选择输送模式、优化管道布局与定期维护,企业在系统投运后2-3年内即可收回全部设备投资。尤其对于年用量超过5000吨的锆砂用户,采用密相气力输送替代传统机械输送,每年在电费、物料损耗和环保罚款上的节省往往超过百万元规模。2026年全球锆砂价格预计将维持每吨1500-1800美元的区间波动,在这种高价值原料的转运环节中,任何微小的损耗率差异都将被放大为显著的经济效益差距。因此,将气力输送系统作为一项战略性技术改造进行投入,正在成为越来越多锆砂加工企业的共识。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

