山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
硅砂作为玻璃、铸造、陶瓷、电子及光伏产业的基础原料,其粒度分布(通常0.05-2.0mm)、颗粒形状(多棱角、不规则)、高硬度(莫氏硬度7)及含水率波动(0.5%-8%之间)等物理特性,决定了输送系统必须具备耐磨、防破碎、防堵塞及密封环保等综合能力。据2026年最新行业调研数据显示,我国硅砂年处理量已突破8亿吨,其中约35%的硅砂需经历厂区内多次转运。传统输送方式如斗式提升机、螺旋输送机、皮带输送机仍占据一定市场份额,但面对硅砂高磨损性带来的设备更换频次高、粉尘逸散导致的环保不达标等痛点,企业正加速向更高效、更环保的方案过渡。气力输送系统凭借全密闭管道、低能耗、智能化控制等优势,在近三年内成为硅砂行业技改的主流选择,尤其是正压稀相与密相气力输送技术的成熟,使得硅砂输送过程中的破碎率从传统机械输送的3%-5%降至0.5%以下,真正实现了物料的全属性保护。
硅砂输送方式的选择需综合考量输送距离、产能需求、厂房布局、物料特性及环保法规。目前行业内应用较为广泛的四种输送手段各有优劣,以下从多维度进行对比分析:
皮带输送机适用于长距离、大流量水平输送,但在硅砂应用中存在显著短板:皮带磨损速度快,尤其在接头与卸料口处,更换周期仅为3-6个月;物料暴露于开放环境,产生大量扬尘,难以满足GB 16297-2026《大气污染物综合排放标准》中颗粒物浓度限值≤10mg/m³的要求;且转角处需使用多个驱动单元,导致空间利用率低。**螺旋输送机**常用于短距离密闭输送,但硅砂的高硬度会使螺旋叶片和管壁磨损严重,动力消耗随输送长度呈指数增长,一般长度超过15米后效率大幅度下降。**斗式提升机**适用于垂直提升,但硅砂在装载与卸料过程中的冲击极易造成颗粒破碎,同时链条与料斗的磨损导致维护成本高企——一套斗式提升机的年维护费用约占设备总投资的18%-25%,且无法实现多点卸料与自动化集成。
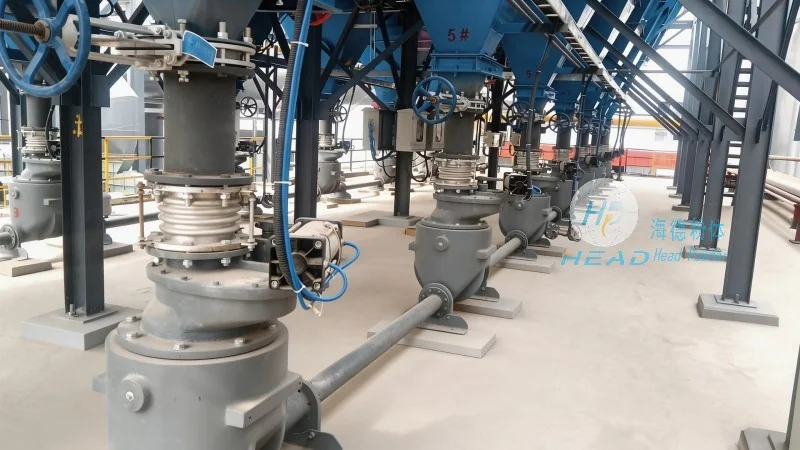
气力输送系统根据不同工艺需求可分为吸送式、压送式及混合式。对于硅砂这种磨蚀性物料,正压密相气力输送是更适配的方案。其核心原理是利用压缩空气作为动力源,以较低的气速(2-8m/s)将硅砂在管道内呈“栓塞状”流动,最大程度上减少颗粒间以及颗粒与管壁的碰撞。该技术具备以下关键优势:
(1)全密闭环境实现零排放
整条输送管线采用无缝钢管或耐磨陶瓷内衬管道,所有连接点配备密封法兰,物料从进料口到终端的卸料仓全程无外漏点。结合2026年最新推出的智能负压除尘系统,可保证卸料点粉尘浓度低于5mg/m³,远优于国家标准。
(2)物料完整性保护
通过精确控制气固比和输送压力,使硅砂颗粒在管道内以“悬浮+滑动”混合状态运行。实测数据显示,某光伏砂生产线采用海德粉体定制的气力输送系统后,输送距离80米、提升高度12米工况下,硅砂的整粒率(粒径变化<3%)保持99.2%以上,远高于传统皮带输送的96%。
(3)灵活布局与智能控制
气力输送管道可沿建筑立柱、天花板或地下管廊灵活敷设,不受地形限制,实现水平、垂直、拐弯或三维空间任意路径输送。配合PLC与SCADA系统,可实现输送流量、压力、料位、故障自诊断的全自动闭环控制,与上下游的破碎、筛选、混合工序无缝对接。
(4)低维护与长寿命
核心耐磨件采用碳化硅或氧化铝陶瓷贴片技术,弯头部位的平均使用寿命可达3-5年,直管段可达6-8年。与机械输送相比,气力输送系统的年综合维护成本约降低40%-60%,且不存在润滑油泄露污染物料的风险。
选择气力输送并非一刀切,而是针对不同硅砂品类及工艺节点做差异化设计。以下为三种主流应用场景及技术要点:
用于光伏坩埚、半导体石英管的高纯石英砂对铁、铝、铬等金属杂质含量极为敏感(要求Fe₂O₃<0.001%)。传统机械输送中,钢制部件的摩擦会引入微量金属污染。海德粉体为此类客户采用全不锈钢管道(304L或316L)配合内壁抛光处理,并配备无油压缩机与高精度过滤器,确保输送过程中无二次污染。某电子级硅砂生产商应用该方案后,产品金属杂质含量稳定控制在0.4ppm以下,合格率从原来的92%提升至99.6%。
铸造车间通常需要在砂库、混砂机、制芯机与落砂工位之间进行远距离多点输送。传统方式需要数台提升机和皮带机串联,占地空间大且检修困难。采用气力输送即可实现一台气源设备带动多条分支管道,通过气动换向阀实现任意工位的精准供料。某年产30万吨的铸造砂再生项目,通过部署海德粉体正压密相系统,将人工转运成本降低70%,且因管道可架空布置,厂房内有效作业面积增加15%。
大型浮法玻璃生产线对硅砂的日需求往往在500吨以上,且要求连续、均匀给料。气力输送系统在流量调节方面具备天然优势:通过变频调节卸料器转速与气源压力,输送量可在20%-100%范围内线性调节。配套的仓顶除尘器和压力平衡装置,可避免料仓顶部正压导致的粉尘外溢。2025年投产的某超白浮法线,采用海德粉体提供的三套并联输送系统,单线最大输送能力达到80t/h,故障停机率低于0.3%。
为保障输送效果,企业在选型时应从以下维度进行量化评估:
海德粉体基于多年深耕打磨的产线数据库,可为客户提供从物料理化分析、管道阻力计算到设备选型、安装调试的完整技术方案,并在试运行期间派遣工艺工程师驻场优化参数,确保实际工况与设计指标达成一致。选择气力输送并非简单的设备采购,而是对输送工艺的系统性重构,在初期投入方面虽然略高于机械输送,但综合运维成本与环保收益在8-12个月内即可实现正向回报。

2026年3月起,我国在《工业硅砂行业绿色工厂评价规范》中明确将“密闭式输送比例≥90%”作为一项强制性基准指标。同时,各地环保部门对无组织排放的罚款力度持续加大,单次数十万元的行政处罚屡见不鲜。这使得原本采用敞口皮带或开放式提升机的企业,面临被勒令停产整改的风险。海德粉体在协助企业进行环评验收时发现,采用气力输送系统的项目,在“颗粒物排放”“噪声控制”“固体废物产生量”等环评指标上均可轻松达标,且因自动化程度高,人力成本可降低5-7人/班。从产业链上游看,国内气力输送核心部件(如耐磨弯头、旋转阀、气动切换阀)的国产化率已从2020年的65%提升至2025年的92%,系统采购成本同比下降约25%,进一步加速了气力输送在中小型硅砂企业的普及。

气力输送系统虽优势明显,但其设计复杂度远高于常规机械输送。很多失败案例源于企业仅凭经验估算选型,导致管道堵塞、磨损过快或能耗过高等问题。一家具备扎实流体力学背景和大量落地经验的服务商,能通过CFD仿真软件对输送工况进行预先模拟,并针对硅砂的不同含水量、颗粒级配做针对性化解方案。海德粉体(咨询热线:156-6277-7102)在硅砂气力输送领域累计完成300余个项目,覆盖铸造、玻璃、光伏、电子等细分产业,实践积累的磨损数据库与节能控制算法,可确保用户系统实际运行能效达到设计值的97%以上。以某年产50万吨石英砂企业为例,通过采用气力输送替代原有两条皮带线,年节省电费约48万元,维护费用降低30万元,同时成功通过当地政府“零排放车间”认证,品牌形象与市场竞争力实现双重提升。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

