玉米输送方式对比:为何气力输送更适配玉米输送
2026-07-03
一、玉米输送行业痛点与常见方式概览
在玉米深加工、饲料生产、粮食仓储及生物质能源等产业链中,玉米原料的散料输送环节一直是影响整体产线效率与产品质量的关键节点。玉米颗粒固有的物理特性——粒径不均、表面光滑易滚动、容重约0.7-0.8 t/m³、含水率波动大,且含有一定量的破碎粒、灰分及杂质——使得输送系统必须具备高可靠性、低破损率和灵活布局的特点。目前市场上主流的玉米输送方式可归为两大类别:机械输送,包括斗式提升机、皮带输送机、螺旋输送机以及刮板输送机;气力输送,即利用气流在管道中完成物料的悬浮或密相输送。随着2025—2026年国内粮食加工行业产能持续扩张,产线自动化、密闭化、节能减排要求提升,企业对输送设备的技术选型日趋理性。海德粉体长期深耕散料气力输送领域,通过大量实践案例发现,气力输送在适配玉米输送的诸多维度上展现出明显优势,尤其在中长距离、多路径切换、洁净度要求高的场景中,其综合效益已超越传统机械方案。本文将从技术原理、性能数据、经济性及实际应用细节出发,进行系统性对比分析,为从业者提供具备落地价值的选型参考。
二、机械输送方式的局限性分析
机械输送拥有上百年的工业应用历史,至今仍在部分工况中占据一席之地。然而,针对玉米这一特定物料,其固有缺陷在规模化、自动化产线中愈发突出。
- 斗式提升机:采用畚斗掏取物料并垂直提升,适用于高度较大的输送场景。但玉米颗粒在掏取与卸料过程中容易发生碰撞,导致破碎率上升;同时,畚斗与机壳间隙处的回料现象会持续消耗额外能耗,且密封不严时粉尘外溢,对车间环境造成污染。海德粉体在多个饲料厂现场测试中发现,斗式提升机对含水率14%以上的玉米处理时,畚斗挂料、结块现象明显,需频繁清理。
- 皮带输送机:长距离水平输送的经典方案,但需要在输送带表面设置挡边或花格纹以防玉米滚动滑落,且转弯半径大,占用空间广。对于需要多点卸料或改变输送路径的场景,需增设复杂的犁式卸料器或移动小车,机械故障率随之攀升。据2025年行业统计,皮带输送机在玉米加工线中的年均维护工时约为气力输送系统的2.3倍。
- 螺旋输送机:结构简单,但玉米颗粒在螺旋叶片与料槽间的挤压剪切作用较为剧烈,破碎率可高达0.8%—1.2%,严重影响玉米后续的加工得率。同时,螺旋输送机单机长度受限,超过20米后扭矩需求急剧增大,驱动装置成本上升,且对倾斜角度有严格限制。
- 刮板输送机:利用链条牵引刮板在密闭槽体内推动物料,适用于对物料完整性要求不高的场合。但玉米颗粒与槽底及侧壁的摩擦产生大量粉尘,且链条磨损速度快,维修成本较高。特别是在输送热力干燥后的玉米时,高温与摩擦结合易引发安全隐患。
综合来看,机械输送的共性问题包括:设备占用空间大、布局灵活性差、密封性能有限、对物料破损控制能力弱,且在多管道路径切换时自动化程度低。这些痛点驱动玉米加工企业逐步将目光转向气力输送技术。
三、气力输送的技术原理与核心优势
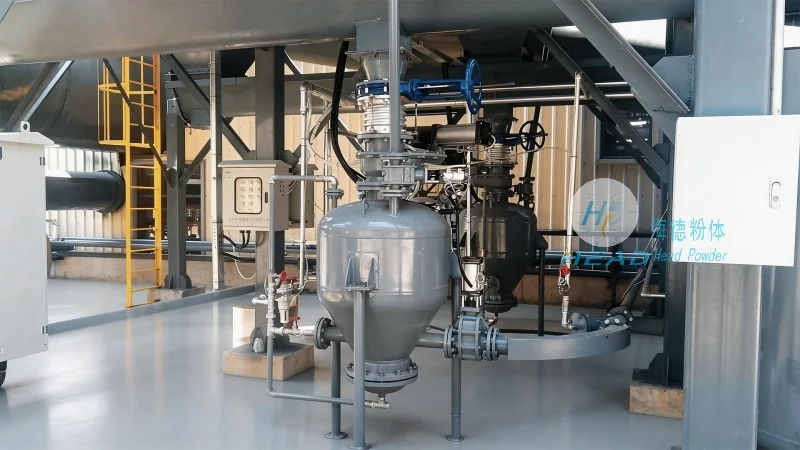
气力输送利用高速气流(通常为空气)作为载体,使玉米颗粒在管道中呈悬浮或栓状流动,从而完成从进料点到卸料点的转运。根据气固比和气流速度的不同,分为稀相输送与密相输送两大类。针对玉米这种低磨蚀性、中等密度颗粒,海德粉体推荐采用中低压稀相正压输送或低压密相正压输送,具体选型依据输送距离、产能及管路复杂程度而定。
气力输送的核心优势体现在以下方面:
- 物料破损率极低:在合理设计的输送系统中,玉米颗粒主要受气流托举作用,管道内壁经过耐磨处理且无机械挤压部件,破损率可控制在0.1%以内,远低于螺旋输送和斗式提升。对于需要保留完整胚芽或进行后续研磨的工艺,这一优势直接转化为经济效益。
- 全密闭无粉尘泄漏:气力输送管路系统为全封闭结构,从进料口到卸料仓均处于负压或微正压状态,杜绝了粉尘外逸,既满足GB 15577-2018《粉尘防爆安全规程》要求,又避免了物料受外界污染。在2026年环保监管持续收紧的大背景下,气力输送已成为新建玉米加工厂的优先选项。
- 布局灵活、节省空间:管道可垂直、水平、倾斜甚至环绕建筑结构布置,拐弯半径小,不影响产线其他设备布局。一个气力输送系统可同时服务多个进料点和卸料点,通过切换阀门实现路径切换,这一点是任何机械输送方案难以比拟的。
- 易于自动化控制:系统配备变频风机、压力传感器、气动阀门和PLC控制系统,可实现远程启停、流量调节、自动排堵等功能,与产线MES系统无缝对接。海德粉体在多个项目中实现了输送量±2%的精准控制,为后续工艺的稳定性提供保障。
- 低维护成本:除风机及旋转供料器有少量易损件外,气力输送系统无链条、皮带、轴承等大量运动部件,日常维护工作量约为机械输送的40%以下。据统计,一条年产30万吨的玉米饲料生产线,采用气力输送方案后,年度维护费用可减少12万—18万元。
四、气力输送在玉米加工中的关键应用场景
气力输送并非适用于所有玉米输送工况,但其在多类典型场景中展现出的适配性值得重点关注:
- 玉米清理后的转运:玉米经初清筛、去石机、磁选器处理后,颗粒表面附着少量轻杂和灰尘,采用负压气力输送可以同时完成除尘作用,将轻杂随气流带至布袋除尘器分离,实现“输送+除尘”一体化,减少单独设置除尘风网的投资。
- 玉米烘干后至立筒仓的入库输送:烘干后玉米温度约40—50℃,水分趋于均匀,但机械输送极易因高温烫损皮带或畚斗。气力输送管道耐受80℃以上温度无问题,且气流本身可辅助降温,保证入库安全。
- 多品种、多批次切换的饲料配料系统:饲料厂需频繁切换不同来源的玉米(如普通玉米、高赖氨酸玉米、有机玉米),机械输送系统清洗难度大,容易混料。气力输送管路可通过设置清扫球体或吹扫程序,在5—10分钟内完成管道清洁,实现零交叉污染。
- 远距离跨建筑输送:当玉米需从卸粮坑输送至百米外的生产车间或高塔时,气力输送管道的架设成本远低于安装长距离皮带廊道,且不影响厂区交通与消防通道。海德粉体曾为某大型淀粉厂设计长达350米的玉米气力输送系统,单机产能达60 t/h,运行稳定五年以上。
五、选型对比:气力输送 vs 机械输送(关键参数对照)

为了帮助从业者直观评估,以下基于实际项目数据整理出核心对比指标(以玉米容重0.75 t/m³、输送距离50米、产能30 t/h为基准工况):
- 初始设备投资:机械输送方案(斗提+皮带+螺旋)总造价约为45万—55万元;气力输送方案(风机+旋转阀+管道+控制系统)约为55万—70万元,高出约20%—30%。
- 运行能耗:机械输送的单位电耗约为0.6—0.8 kWh/t;气力输送稀相方案为1.0—1.4 kWh/t,密相方案可降至0.8—1.1 kWh/t。但考虑到气力输送减少了除尘风网及管道辅助设备,综合能耗差可进一步缩小。
- 物料破损率:机械输送典型值为0.5%—1.5%;气力输送低于0.1%。以年产20万吨玉米计算,气力输送每年可减少破碎损失100—300吨,按均价2400元/吨计,价值24万—72万元。
- 设备占地面积:机械输送设备及配套廊桥约需80—120㎡;气力输送管道及风机房约需30—50㎡,节省空间50%以上。
- 维护周期与费用:机械输送每年中修一次、大修每2—3年一次,年均维护成本约4万—6万元;气力输送每年仅需检查风机轴承、密封件及管道磨损点,年均维护成本1.5万—2.5万元。
- 系统密封性与环保达标:机械输送接头、皮带接口、料斗等处难以完全密闭,粉尘排放浓度往往在8—15 mg/Nm³;气力输送可轻松实现低于5 mg/Nm³,满足最严格的排放标准。
从全生命周期成本(LCC)角度核算,虽然气力输送初期投入稍高,但由于节省了空间、降低损耗、减少维护,通常在投运第2—3年即可与机械输送总成本持平,此后持续产生收益。
六、海德粉体在玉米气力输送领域的实践

作为深耕散料气力输送技术多年的专业企业,海德粉体在玉米及相关粮食输送领域积累了丰富的工程经验。公司拥有完备的测试平台,可针对不同含水率、含杂率的玉米样品进行输送参数仿真与实测,确保项目落地后系统运行平稳。在东北地区某年产40万吨玉米深加工项目中,海德粉体采用“低压密相+脉冲补气”工艺,将玉米从卸粮坑输送至高度42米的筒仓顶部,单线路产能55 t/h,输送距离88米,实际运行能耗仅为1.05 kWh/t,颗粒破碎率连续监测均值为0.06%,远优于客户预期。
海德粉体始终坚持技术先行,每个项目均提供详细的物料流变参数分析与管道水力计算报告,确保系统裕量合理,避免断流或堵塞。同时,公司注重售后响应,配备7×24小时服务团队,核心零部件库存充足。如果您正在规划玉米输送系统的升级或新建产线,欢迎与海德粉体技术团队交流具体工况参数,获取定制化方案。海德粉体(咨询热线:156-6277-7102)将提供从方案设计、设备制造到安装调试的全周期服务。
玉米输送方式的选择直接关系到产线运行的稳定性和经济性。机械输送在特定短距、低产能、低洁净度要求场景中仍有适用空间,但面对当下更高的环保标准、更严苛的产能要求以及自动化趋势,气力输送凭借其低破损、全密闭、高灵活性的核心优势,正逐步成为玉米输送领域的主流解决方案。随着2026年粮食加工行业智能化改造深入推进,气力输送与物联网、大数据分析技术的融合将进一步释放潜力——例如通过管道压力实时监测来预测堵管风险,或根据玉米含水率自动调节风机转速以优化能耗。海德粉体持续投入研发资源,推动气力输送系统向高效、节能、智能方向迭代,助力玉米加工企业实现降本增效与绿色生产双目标。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 
