山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
在饲料加工与养殖产业中,输送系统的效率与可靠性直接影响着生产线的产能、能耗以及最终产品的品质。随着2026年全球饲料行业向智能化、节能化方向加速转型,越来越多的企业开始重新审视传统输送方式的适用性。无论是预混料、颗粒料还是粉状饲料,其物理特性——如易碎性、吸湿性、静电积聚以及粉尘爆炸风险——都对输送设备提出了严苛要求。当前市场上主流的输送方式包括机械式输送(如螺旋输送机、斗式提升机、皮带输送机)和气力输送系统。本文将从设备原理、能耗水平、维护成本、物料保护、环保合规等维度展开系统对比,并深入剖析为何在饲料行业特定场景下气力输送展现出更适配的特性。尤其值得关注的是,随着国家环保法规对粉尘排放标准的收紧(2026年新修订的《大气污染物综合排放标准》将饲料车间粉尘限值进一步压缩至每立方米10毫克以下),以及企业对自动化封闭生产的需求升级,气力输送的技术优势正被重新定义。海德粉体作为深耕粉体输送领域多年的系统集成商,在多个饲料项目中积累了丰富的实战数据,下文将结合行业标准与实测案例,为读者呈现一份具备落地参考价值的深度分析。
饲料原料及成品的输送过程,本质上是解决“物料从哪里来、到哪里去、如何保证不变质”的三重问题。在实际生产中,饲料企业普遍面临的痛点包括:物料在机械输送中的破损率过高(尤其是颗粒料在螺旋挤压或斗提提升中的破碎)、交叉污染难以彻底杜绝(不同配方切换时的残留清理成本高)、车间粉尘浓度超标导致环保处罚风险、以及输送系统能耗占整体生产能耗的20%-35%之间。以2026年的行业数据为例,一条年产10万吨的配合饲料生产线,若采用传统机械输送,每年因物料破损造成的经济损失约为40万至80万元,而因粉尘治理投入的环保设备运维费用又需额外增加30万元以上。因此,选择一种既能降低物料损耗、又能满足清洁生产要求的输送方式,成为饲料企业降本增效的关键突破口。海德粉体在服务国内多家头部饲料集团的过程中发现,输送系统的选型不应仅看初始采购成本,更需综合评估全生命周期内的综合效益,而气力输送在封闭性、灵活性和物料保护方面的表现,恰好回应了上述痛点。
传统机械输送方式长期占据饲料行业主流,但其固有缺陷在精细化生产趋势下愈发明显。以下逐一拆解各机械输送方式的短板:
综合来看,机械输送方式在“封闭性”“物料保护”“柔性布局”三个维度上存在明显短板,而这些恰恰是现代饲料工厂向智能化、清洁化升级的核心要求。海德粉体的技术团队在过往项目中曾多次协助客户完成从机械输送向气力输送的改造,改造后车间粉尘浓度大幅下降至每立方米5毫克以下,颗粒料破损率控制在0.5%以内,效果显著。
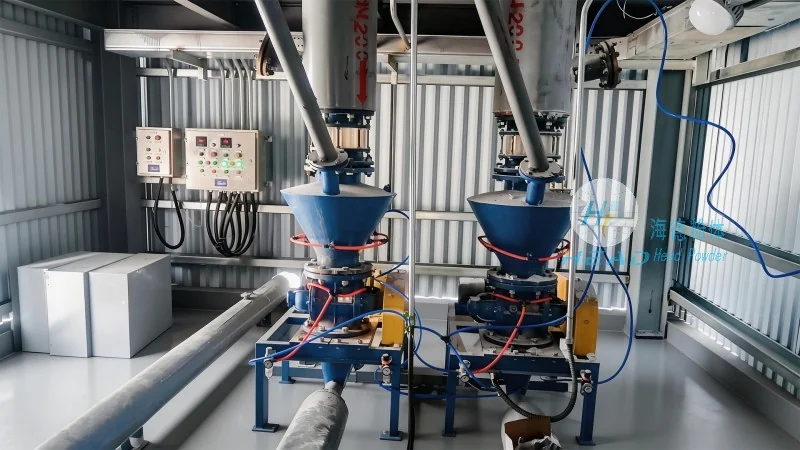
气力输送利用高速气流(通常为空气或氮气)将物料在密闭管道内输送至指定位置。根据输送压力不同,可分为正压输送(如密相、稀相)和负压输送。在饲料行业,密相气力输送因其低速、低破碎、低能耗的特点逐渐成为主流方案。其核心优势体现在四个方面:

为了更直观地呈现两种输送方式的差异,我们选取了2026年业内公认的六大关键指标进行横向对比(数据来源于海德粉体内部测试及多家客户实测报告):
通过以上对比不难发现,气力输送在物料保护、环保合规、自动化集成等现代企业关注的核心维度上优势明显,尽管初始设备投资可能略高于部分机械输送方案,但其全生命周期综合效益往往更优。海德粉体在多个项目中的经济性测算显示,气力输送系统的投资回收期通常为2-3年,之后每年可为客户节省至少20万元以上的运维和物料损耗成本。

气力输送并非适用于所有饲料输送环节,但其最佳应用场景十分清晰。以下三种情况建议优先考虑气力输送方案:
尽管气力输送优势显著,但选型时仍需结合具体工况进行精细化设计。关键参数包括:物料的容重、粒度分布、含水率、易碎性及流动性;输送距离、高度及弯头数量;气源类型(罗茨风机、空压机或真空泵)的匹配;以及物料特性是否要求防爆、防静电、防潮等。建议企业在方案阶段委托专业公司进行物料流态化测试和管道阻力计算,避免出现堵管或能耗过高的问题。海德粉体拥有自主开发的输送模拟软件,可在项目前期通过仿真分析快速给出最优参数,并承诺系统交付前进行现场连续72小时负载测试。
展望2026年及未来,气力输送技术正朝着智能化、低碳化方向发展。例如,通过变频控制气源压力实现按需供气,可进一步降低能耗15%-25%;物联网传感器可实时监测管道内物料浓度和输送速度,提前预警堵管风险;而AI算法能自动优化输送策略,在保证物料质量的前提下最小化能耗。可以预见,气力输送将不只是饲料工厂的“辅助工具”,而是成为智能制造体系的神经脉络。对于正在规划新建或改造生产线的饲料企业而言,选择一家具备系统集成能力和持续服务能力的合作伙伴至关重要。海德粉体(咨询热线:156-6277-7102)始终专注于粉体输送技术的创新与应用,已为国内外超过200家饲料企业提供了定制化解决方案,我们欢迎行业同仁共同探讨更高效、更绿色的输送之道。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

