山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
在现代工业粉体加工与物料流转领域,萤石粉作为一种关键的氟化工原料、冶金助熔剂及建材添加剂,其输送环节的效率与稳定性直接关系到下游产线的连续运行与产品质量。当前,萤石粉的输送主要涵盖机械输送(如螺旋输送机、皮带输送机、斗式提升机)与气力输送(正压稀相、密相、负压气力输送)两大技术路线。不同的输送方式在能耗、设备损耗、环保表现、自动化程度及物料适应性等方面存在显著差异。基于行业技术演进与2026年市场对环保、智能化产线的迫切需求,本文将系统对比不同输送方式的优劣,并从技术原理、运营成本、维护复杂度、密封性与安全性等维度展开分析,明确阐述为何气力输送技术更适配萤石粉的特殊物性及现代化生产场景。
萤石粉(主要成分为氟化钙,CaF₂)具有密度适中、粒径细微(通常<200目,部分超细粉达800-1250目)、表面能高、易团聚且具有一定磨琢性的特点。在传统机械输送中,物料与设备部件的直接接触极易导致磨损加剧,螺旋叶片与管壁的间隙因磨损增大后,物料泄漏与返混问题突出,维护频次高、配件更换成本大。同时,萤石粉的摩擦起电现象在机械挤压与翻滚过程中更为严重,粉尘爆炸风险系数上升。近年来,随着国家对工矿企业无组织排放管控的日趋严格(如GB 16297-2026《大气污染物综合排放标准》修订版中进一步收紧了颗粒物排放限值),密闭化、管道化输送成为行业刚需。气力输送系统利用气流能量沿密闭管道实现物料的长距离、多向路径转运,彻底杜绝了跑、冒、滴、漏问题,在环保合规性方面具备先天优势。因此,从技术适配度与未来发展趋势来看,气力输送正逐步成为萤石粉输送领域的主流选择。
任何输送系统的选型都须以物料的物理化学特性为起点。萤石粉的堆积密度通常在0.7-1.2 g/cm³之间,真密度约3.1-3.2 g/cm³,属于中等密度的粉体。但其细粉占比高,尤其是浮选后的萤石精粉,颗粒表面带有大量微气孔与不规则棱角,导致流动性偏差,易在机械输送设备中形成架桥、堵塞。在螺旋输送机中,萤石粉在旋转叶片推动下容易在槽体底部压实,形成“假密度”层,电机负载波动大,严重时引发过载停机。皮带输送机虽适用于大运量,但萤石粉对皮带表面产生的微切削磨损会显著缩短皮带使用寿命(据统计,实际工况中皮带更换周期较设计值缩短约30%)。斗式提升机的畚斗在卸料时因萤石粉粘附性强,残留率可达2%-5%,不仅造成物料损失,更增加了不同批次间的交叉污染风险。
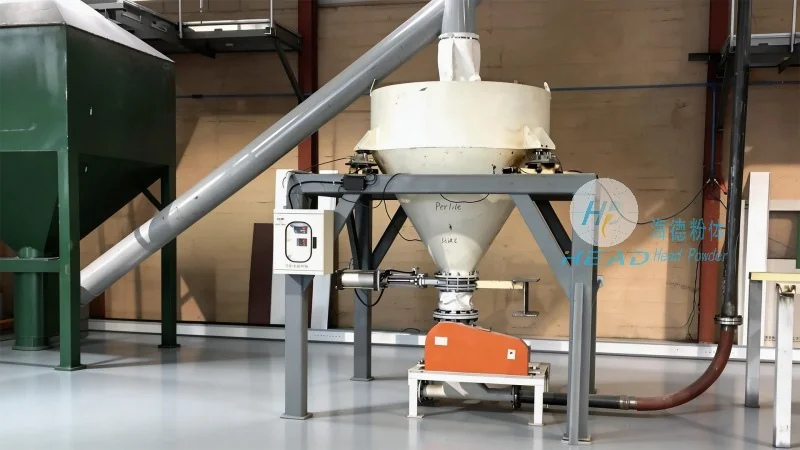
气力输送系统则利用气流剪切与悬浮原理,使物料在全流态化状态下完成输送。对于萤石粉而言,正压稀相输送(气速15-25 m/s)能够将粉料分散成均匀的悬浮流,有效避免团聚;密相输送(气速4-8 m/s)则通过脉冲气流推动料栓前进,在降低管道磨损的同时显著减少气耗。尤为重要的是,密闭管道内无暴露的机械运动部件,不存在因物料堆积导致的转矩突变问题,运行平稳性显著优于机械方式。2026年行业调研数据显示,国内萤石粉加工企业中,已有超过七成的新建产线将气力输送作为首选方案,其中密相气力输送在超细萤石粉(D₉₀≤10 μm)输送工况中的市场份额年增长率达到12%以上。
为客观呈现两种技术路线在萤石粉输送场景中的表现,以下从设备投资、能耗、维护成本、密封性、空间适应性、自动化集成度六大维度展开对比。
判断一套气力输送系统是否适配萤石粉输送,须关注以下核心参数:
海德粉体在多年萤石粉气力输送项目实践中,积累了针对不同含湿量、不同粒度分布的专属参数数据库。例如,针对经烘干后含水率小于0.5%的萤石粉,采用稀相输送即可保证稳定出料;而对于露天堆放后表面水分达1.5%-2%的物料,则必须切换为脉冲密相输送并配备防粘堵喷吹装置。
为验证气力输送在萤石粉领域的实际表现,以国内某年产10万吨萤石粉加工企业为例。该企业原有生产线配置螺旋输送机+斗式提升机串联方案,存在以下痛点:螺旋叶片每2个月需堆焊修复,斗提机皮带跑偏导致频繁停机,车间粉尘浓度长期超标,且因设备检修导致年产能损失约8%。2024年企业进行技改,引入海德粉体设计的气力输送系统,包括正压密相输送管路(主管径DN150,输送距离95米,提升高度18米)及一套智能控制柜。技改后运行数据对比如下:系统稳定运行时间由85%提升至97%以上;年维护成本由约46万元降至18万元;成品粉的粒径破碎率由3%降低至0.5%以下(因无机械挤压);车间粉尘浓度降至0.3 mg/m³,顺利通过环保验收。该案例充分说明,气力输送技术虽然在初期投资上略高于传统机械方案,但综合两年期总拥有成本(TCO)反而更低。
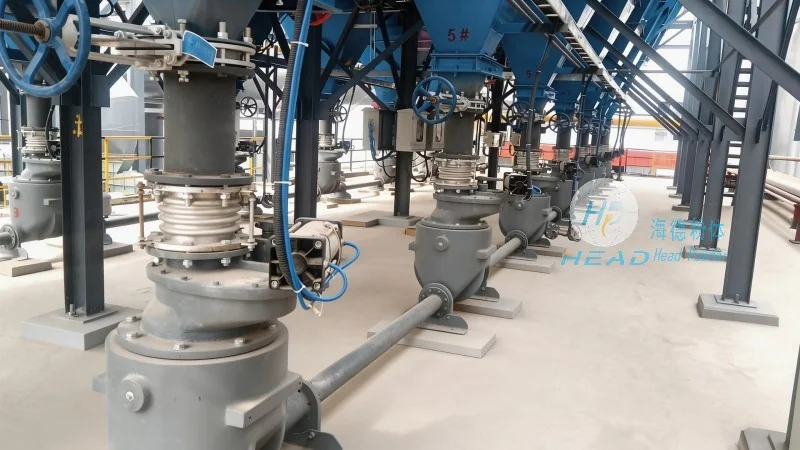
此外,在萤石粉的远距离(超过300米)输送场景中,气力输送几乎是唯一可行的选择。例如,从码头卸船到厂区立库之间的粉料转运,采用封闭气力输送可避免沿途物料抛洒与扬尘问题,尤其适合沿海湿气较重环境下萤石粉的防潮存储需求。海德粉体为广西某大型氟化工企业设计的跨厂区气力输送系统,总长度达680米,设置了12个中间弯头与3个卸料点,至今已连续运行超过30个月未出现严重堵管。
展望2026年,萤石粉行业正在经历三大变革:一是环保政策进一步收紧,部分地区已要求所有粉料输送环节实现“零可见粉尘”;二是智能化与数字化工厂建设加速,输送系统需要与MES、ERP系统对接;三是萤石粉的下游应用向高附加值领域延伸(如六氟磷酸锂、PVDF树脂),对物料纯度与防污染要求提升。在此背景下,气力输送的优势将持续放大。值得关注的是,智能化气力输送正成为新方向:通过集成在线密度计、流量计与堵管预警算法,系统可根据管道压力波动实时调整供气与补气逻辑,做到自学习式优化。海德粉体已在多个项目中应用闭环压力反馈控制,将输送效率提升约15%,且无需人工干预。
对于正在规划或改造萤石粉输送产线的企业,建议综合以下维度做出选型决策:若输送距离在30米以内且路线简单、产线对环保要求不高,可继续保留机械输送并加强密闭除尘;若输送距离超过50米、含多个转向或提升点、对环保合规与自动化要求高,则优先考虑气力输送。尤其在新建厂区,采用模块化气力输送系统可大幅缩短施工周期,并预留后期扩展接口。

萤石粉输送方式的选择并非简单的设备对比,而是需要系统考量物料特性、产线布局、环保合规、运营成本与未来发展需求的综合决策。从当前行业实践与2026年技术趋势来看,气力输送凭借其全封闭、低磨损、高自动化、易集成等优势,已成为萤石粉输送领域的最优解之一。无论是稀相输送的灵活高效,还是密相输送的节能降耗,均为用户提供了可靠的、具备高度落地性的解决方案。企业在进行设备选型时,可充分借助专业厂家的技术实验数据与已有案例,避免盲目参照通用参数。海德粉体持续深耕粉体气力输送领域,凭借对萤石粉物性的深刻理解与丰富的项目交付经验,能够为客户提供从实验、设计、制造到安装调试的一站式服务。若您正面临萤石粉输送难题或希望评估产线改造方案,欢迎与我们的技术团队沟通交流。(咨询热线:156-6277-7102)
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

