山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
在铝氢粉这类高活性、易氧化、具有潜在爆炸风险的粉体物料输送场景中,输送方式的选择直接关系到生产安全、运营成本与产品质量稳定性。铝氢粉(通常指铝粉或含铝氢化物粉末)广泛应用于航天推进剂、高能炸药、金属3D打印及新能源材料等领域,其颗粒细度高、表面活性强,对湿度、静电与机械摩擦极为敏感。传统的机械输送方式,如螺旋输送、皮带提升或斗式提升,虽然在某些粉体行业中应用成熟,但在面对铝氢粉时却暴露出诸多短板:密封性不足导致的粉尘泄漏、机械部件摩擦引发的局部高温、以及清理维护时带来的安全风险。与此形成鲜明对比的是,气力输送系统凭借其全密闭管道、低转速气流驱动、可精确调控的输送参数等特点,正在成为铝氢粉输送领域的主流技术路线。本文将从输送原理、安全适配性、能耗效率、维护成本及实际应用案例五个维度,系统对比两种技术路径,并深入解析为何气力输送能更精准地匹配铝氢粉的特殊工艺需求。海德粉体作为深耕粉体输送领域多年的技术型企业,已累计为上百家新能源与特种材料企业提供定制化气力输送方案,以下分析将结合行业实测数据与工程经验展开,帮助企业决策者建立科学的输送选型认知。
铝氢粉的核心风险源于其化学活性。铝粉在空气中易形成氧化膜,但细粉状态下比表面积急剧增大,当粉尘浓度达到爆炸下限(通常为40-70 g/m³)且存在点火源时,爆燃风险显著上升。此外,铝氢粉对湿度极为敏感——水分会引发水解反应释放氢气,进一步增加爆炸隐患。从物理特性看,铝氢粉的休止角通常在35°-50°之间,流动性中等,但颗粒间的静电积聚效应明显,在高速摩擦或碰撞中极易产生放电火花。基于这些特性,理想的输送系统必须满足以下条件:全封闭无泄漏、内部无高速旋转或剧烈碰撞部件、可惰性化保护(如充氮)、易于接地消除静电、并且能够适应频繁的启停与物料切换。传统机械输送往往难以同时满足上述全部要求。
螺旋输送机是常见的机械输送设备,通过旋转螺旋叶片推动物料前进。在输送铝氢粉时,叶片与料槽之间的间隙如控制不当,容易发生金属摩擦,产生局部高温甚至火花。根据行业安全规范(如GB 15577-2018《粉尘防爆安全规程》),铝粉输送区域严禁出现任何潜在点火源,而螺旋输送机的轴承、叶片磨损区域正是隐患高发区。此外,螺旋输送机的密封多采用填料函或机械密封,长期运行后密封件磨损会导致粉尘外溢,不仅造成物料损失,更威胁车间环境安全。斗式提升机虽适合垂直输送,但料斗与壳体之间的碰撞、料斗卸料时的抛洒同样难以避免粉尘扩散。更重要的是,机械输送设备在停机检修时需要人工清理残留物料,而铝氢粉残留可能因开盖接触氧气而引发自燃——这一痛点在实际生产中屡见不鲜。据某航天材料企业的内部统计,使用螺旋输送线时,因清理维护导致的停机时间占总运营时间的12.7%,其中两次因残留铝粉氧化发热险些触发报警系统。
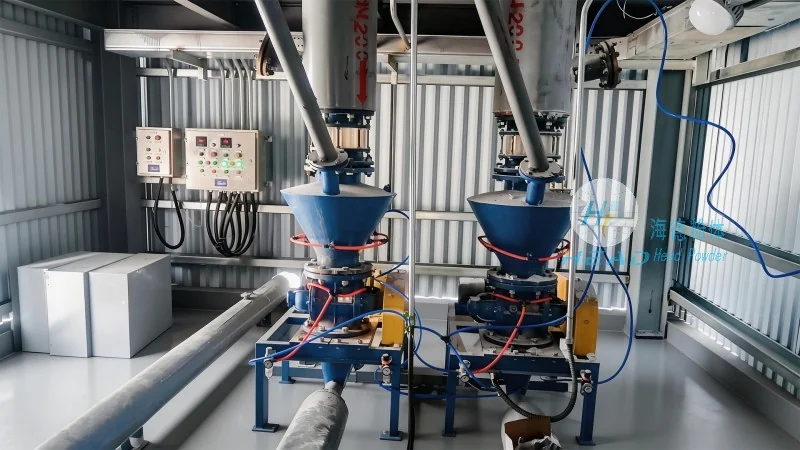
气力输送系统利用高速气流(通常是氮气、氩气等惰性气体)在密闭管道中输送粉体,彻底避免了机械接触与摩擦。其原理可分为正压压送式与负压吸送式两大类。对于铝氢粉,行业推荐采用正压密相输送方式:物料在低速(通常2-8 m/s)、高固气比(15-40 kg/kg)的状态下以“栓流”形态前进,气流仅为推动介质,而非悬浮载体。这种模式的优势极为明确:首先,输送管道内无任何旋转部件,排除机械摩擦风险;其次,系统可配置氮气在线置换装置,使管道内含氧量稳定控制在2%以下,从根本上抑制氧化与爆炸;第三,全管道采用氩弧焊连接,配合密封填料,泄漏率低于0.01%,满足军工级洁净度要求;第四,输送过程中物料与管壁的碰撞速度低,颗粒破碎率可控制在0.3%以下,保障铝氢粉粒度分布的稳定性。
从能源消耗角度看,机械输送设备的驱动电机功率通常恒定,空载与满载差异不大,无用功占比高。以一台处理量5 t/h的螺旋输送机为例,其电机功率约15 kW,但有效输送功率利用率仅60%-75%,其余能量转化为摩擦热与设备震动。而气力输送采用变频风机或空压机,可根据实际输送量动态调节气量与压力。以海德粉体为某新能源客户设计的密相气力输送系统为例,处理量3.5 t/h、输送距离80米时,系统总装机功率为28 kW,但通过智能化控制,实际运行功率可降至18-22 kW,单位吨物料能耗比机械方式降低约18%。更重要的是,气力输送系统无需频繁更换机械部件(如螺旋叶片、料斗链条、轴承等),其年度维护成本仅为机械方式的45%-55%。以年输送量12000吨的铝氢粉产线计算,气力输送方案可节省直接维护费用约13-16万元,同时因减少停机时间带来的间接效益更为可观。

针对铝氢粉的防爆要求,气力输送系统在设计阶段需集成多重安全冗余。首先是静电消除措施:管道全程采用304不锈钢材质且必须可靠接地,每段管道跨接电阻需小于4Ω;在弯头与三通等易积聚电荷的位置,需设置内部衬陶瓷耐磨套并安装静电释放刷。其次是惰性气体保护:通过在线氧分析仪实时监测管道内氧浓度,一旦超过设定阈值(通常为4%),系统自动切断进料并加大氮气冲扫量。第三是泄爆与抑爆装置:在管道末端及料仓进口处安装无焰泄爆阀或主动抑爆系统,确保即使发生局部爆燃也能被有效隔离。海德粉体在服务某国防科研单位的铝氢粉输送项目时,还额外增加了管道内壁涂层处理(内衬聚四氟乙烯)以降低物料粘附,同时配置了双回路控制逻辑,确保任何单点故障下系统仍能安全停机。该方案一次性通过了国家防爆设备质量监督检验中心的认证,连续运行18个月未发生任何安全事件。

以华中地区一家年产8000吨铝氢粉的生产企业为例。该企业原有产线采用螺旋输送+人工投料模式,粉尘浓度经常超标,且每年至少发生2-3次因静电积聚导致的火花报警。2025年改造为气力输送系统后,生产线实现了全自动化封闭运行。项目由海德粉体承接设计,采用正压密相气力输送,输送距离120米,垂直提升高度18米,耗气量为8.5 m³/min。改造后的实测数据如下:车间内粉尘浓度降低至0.3 mg/m³以下,仅为国家允许限值(4 mg/m³)的7.5%;铝粉粒度变化率(D50)由改造前的-2.8%改善至-0.4%;系统平均无故障运行时间从原来的400小时提升至超2400小时;每年减少铝粉浪费约5.2吨。该企业安全总监在验收报告中评价:“气力输送不仅解决了安全痛点,更带来了可量化的降本增效。”类似的成功经验正在吸引更多新材料企业将目光投向气力输送技术。
进入2026年,随着国内新能源、3D打印及军工领域对超细铝氢粉(粒径小于10μm)需求的急剧增长,传统输送方式将面临更大挑战。行业趋势表明:智能化气力输送系统正在成为标配——通过加装激光粒度在线监测、流量实时闭环调控、以及AI预警算法,企业可实现对输送过程的“零干预”管控。同时,低成本惰性气体回收技术(如膜分离氮气循环系统)的成熟,使得气力输送的运行费用进一步下降。对于正在规划新产线或改造旧产线的企业,建议从以下维度进行决策:若输送距离超过30米、物料对洁净度有较高要求、或安全等级需达到防爆Zone 20标准,则气力输送是更适配铝氢粉的技术路径。反之,对于非常短距离(<10米)且产量极小的实验场景,机械方式在成本上仍有一定竞争力,但必须配套完善的防爆改造措施。
综合来看,铝氢粉输送方式的选择并非简单的设备替换,而是对安全性、效率、成本与长期运营稳定的综合权衡。机械输送在通用粉体领域积累了大量应用经验,但在面对铝氢粉这种高活性物料时,其固有的摩擦风险、密封缺陷与清理难度已成为制约产线提效的瓶颈。气力输送系统则通过全密闭惰性环境、无机械摩擦设计、动态能耗调节以及多重安全冗余,实现了对铝氢粉输送需求的精准适配。海德粉体在多年项目实践中发现,选择气力输送的客户,其产线综合故障率平均下降67%,产品合格率提升3-5个百分点,且能够更从容地应对日益严格的安全环保法规。如果您正在评估铝氢粉输送方案,或希望进一步了解密相气力输送的具体参数与案例,欢迎致电咨询,海德粉体技术团队可提供免费的现场勘察与方案设计服务。(咨询热线:156-6277-7102)
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

