山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!

工程案例
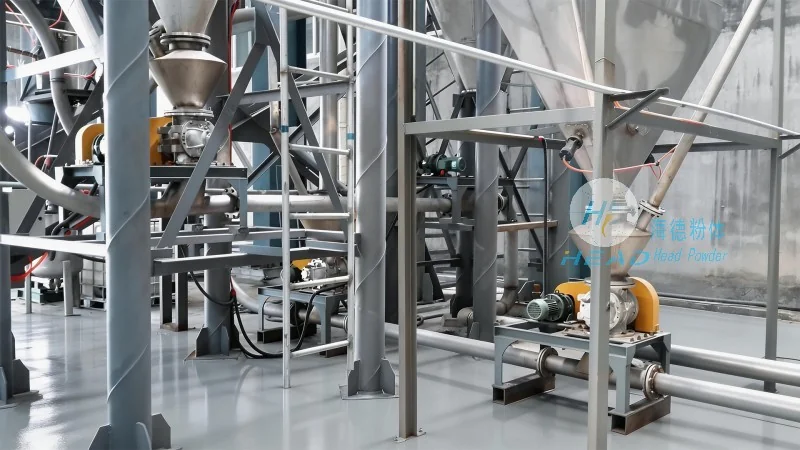
山东海德粉体海量粉体输送工程案例,覆盖超细、干粉、轻质、化工、金属等各类粉体物料,真实项目落地。
北京某医药化工企业因原料输送环节存在易燃易爆风险,需引入一套安全、稳定的防爆输送系统。该企业生产线涉及多种粉体原料,传统输送方式易产生静电、粉尘堆积,存在严重安全隐患,且难以满足日益严格的安全生产规范。
1. 物料具有易燃易爆特性,常规输送设备无法满足防爆要求,安全隐患高。
2. 粉尘在输送过程中易泄漏,造成环境污染和原料浪费。
3. 生产线自动化程度低,人工操作效率低,且增加人员暴露风险。
4. 现有设备维护频繁,停机时间长,影响生产连续性。

针对上述痛点,海德粉体为客户定制了防爆气力输送系统,采用全封闭管道输送,结合防爆电机、静电接地、泄爆装置等安全设计,从源头杜绝爆炸风险。系统配备智能控制模块,实现自动化运行和远程监控,减少人工介入。同时,设备采用耐磨、耐腐蚀材质,寿命长,维护成本低,有效提升生产效率和安全性。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部




